Progettare con gli adesivi
Progettare con gli adesivi
Questo sito utilizza cookie, anche di terze parti. Se vuoi saperne di più leggi la nostra Cookie Policy. Scorrendo questa pagina o cliccando qualunque suo elemento acconsenti all’uso dei cookie.I testi seguenti sono di proprietà dei rispettivi autori che ringraziamo per l'opportunità che ci danno di far conoscere gratuitamente a studenti , docenti e agli utenti del web i loro testi per sole finalità illustrative didattiche e scientifiche.
Introduzione
La tecnica dell'incollaggio negli ultimi anni si è dimostrata in grado di soppiantare o di coadiuvare svariate applicazioni in tecnologie convenzionali quali la chiodatura, la saldatura e i collegamenti meccanici. La resistenza e la durata di strutture incollate nelle costruzioni aeronautiche e nelle strutture di legno sono state dimostrate nell'arco di molti anni, mentre l'estensione di questa tecnologia ad altre applicazioni strutturali è al confronto limitato. Cosi bulloni, saldature e chiodature sono ancora d’uso predominante nelle strutture automobilistiche e navali, e molti articoli prodotti in serie che richiedono unioni di parti metalliche si affidano a collegamenti meccanici.
Fino a circa cinquanta anni fa, gli unici adesivi d’uso comune erano colle animali ed altri prodotti naturali che sono stati usati per secoli, sebbene fin dal 1900, colle vegetali abbiano trovato vasta applicazione per incollare materiali porosi come la carta. Colle alla caseina sono state usate durante la prima guerra mondiale per costruzioni aeronautiche in legno, ma ci si è accorti che avevano una resistenza limitata all'umidità ed alle muffe. Il rapido aumento dell'uso degli adesivi in campo industriale fu permesso dallo sviluppo delle resine sintetiche, che non presentano le limitazioni dei prodotti naturali e che possono incollare sia i metalli sia altri materiali non porosi.
La prima resina sintetica d’uso comune è stata la fenolformaldeidica, che è stata ampiamente usata per incollare il legno. La seconda guerra mondiale, ha visto lo sviluppo delle resine epossidiche e fenoliche modificate per incollaggi tra metalli in campo aeronautico e da allora sono stati preparati diversi tipi di gomme e resine sintetiche. L'incollaggio ha assunto oggi una notevole importanza per unire i metalli sia tra loro sia con altri materiali, per un’ampia gamma d’applicazioni.
Tale incremento nell'uso degli adesivi ha avuto luogo soprattutto per applicazioni non strutturali, quali quelle che s’incontrano nelle costruzioni in generale e nell'industria automobilistica, delle calzature e dell'imballaggio. A causa dei vantaggi che presenta in numerose applicazioni, l'incollaggio offre nuove possibilità di produzione a basso costo. Potrebbe essere considerato complementare ad altri metodi di collegamento meccanico, da usarsi dove questi siano applicabili o risultino meno economici. Il peso ad esempio è spesso un fattore estremamente importante per chi disegna un prodotto e può direttamente influenzare il costo del prodotto stesso.
Con gli incollaggi si possono usare elementi più sottili, mentre fino ad ora lo spessore era determinato dalla necessità di evitare le distorsioni causate dalla saldatura per punti e dalla rivettatura. Leghe leggere dello spessore di soli 0,35 mm, sono state incollate con risultati soddisfacenti e film metallici dello spessore di 0,05 mm sono stati usati in strutture sandwich a nido d'ape. Il presente quaderno, mira a presentare al progettista gli scopi e le applicazioni degli adesivi e delle relative tecnologie, tenendo presente che il loro uso effettivo presuppone una certa dimestichezza con i vantaggi e le limitazioni che essi presentano ed implicano nuovi approcci progettativi e costruttivi. Centri di ricerca ed altre organizzazioni che offrono consigli e assistenza per particolari aspetti di tale tecnologia sono elencati in fondo al testo, così come le tabelle BSI relative all'uso degli adesivi . Occorre tenere presente che le tabelle BSI sono soggette a revisioni periodiche, mediante la pubblicazione di fogli di correzione o d’edizioni rivedute e corrette, che sono elencate nel BSI Yearbook e BSI News. La pubblicazione annuale Adhesives Directory esamina gli adesivi comunemente reperibili e le fonti commerciali.
Vantaggi e svantaggi degli incollaggi, benefici ottenuti mediante l'uso degli incollaggi
A seconda degli adesivi usati, del progetto del giunto, delle tecniche d’applicazione e della funzione del manufatto in esame, l'incollaggio può offrire uno o più dei seguenti vantaggi:
- La possibilità di unire materiali diversi, che possono differire per composizione, coefficienti di dilatazione, moduli elastici e spessore (si possono incollare lastre sottili e fogli che, se uniti con metodi diversi, avrebbero subito deterioramenti o distorsioni)
- L'eliminazione delle irregolarità della superficie dovute a collegamenti sporgenti come viti e rivetti, con il conseguente miglioramento dell'aspetto della superficie finita;
- La costruzione di giunti complessi dove altre forme di collegamento non sarebbero possibili. Una più uniforme distribuzione delle tensioni sull'intera superficie incollata, con la conseguente riduzione delle concentrazioni di tensione, quali quelle che si hanno in corrispondenza delle ridotte aree di contatto caratteristiche di bulloni, rivetti o punti di saldatura. Spesso si possono usare parti più sottili senza diminuirne la resistenza risparmiando sul peso e sul costo; per esempio, si possono incollare riempimenti di nido d'ape a sottili fogli metallici.
- L'alta capacità di smorzamento degli incollaggi e la bassa rigidezza di molti adesivi che consentono di assorbire, distribuire o spostare punte di tensione, migliorando così la resistenza a fatica e fornendo buone proprietà di smorzamento delle vibrazioni e flessibilità;
- Diminuzione di peso e, poiché non occorre praticare fori come per i collegamenti meccanici, il mantenimento dell'integrità strutturale;
- La capacità di unire materiali che mal sopportano elevate temperature, suscettibili quindi al danneggiamento irreversibile se sono brasati o saldati, (evitando quelle imperfezioni superficiali dovute alla pressione e al calore dei punti di saldatura, riducendo le operazioni di finitura);
- Buone caratteristiche sigillanti e proprietà d’isolamento, poiché gli incollaggi sono impermeabili all'umidità e agli agenti chimici; pellicole adesive possono agire come isolanti elettrici, termici o acustici, ed inoltre ridurre o prevenire la corrosione galvanica tra materiali dissimili.
- La realizzazione di un grosso risparmio nella costruzione e nel montaggio, permettendo di usare materiali con caratteristiche inferiori; il risparmio di peso, l'eliminazione d’altre operazioni (come forare, avvitare il dado o la vite e rifinire), la semplificazione delle procedure di montaggio, la sostituzione di vari collegamenti meccanici con un unico incollaggio e l'unione di diversi componenti nello stesso tempo.
Limiti
L'incollaggio presenta anche dei limiti, sebbene il rapido sviluppo di tali tecnologie prometta di ridurre al minimo molti di questi. Tra gli svantaggi dell'incollaggio che hanno portato ad alcune restrizioni nel loro impiego ci sono: (1) la dipendenza della durata dell'incollaggio dalle condizioni in cui esso è stato eseguito, (2) la necessità di particolari forme del giunto per evitare la rottura per fessurazione e (3) la limitata resistenza dell'adesivo nell'uso in condizioni estremamente critiche, specialmente dovute al calore. Resine termoindurenti poliammidiche ed epossidiche modificate sono adatte al funzionamento per lunghi periodi a 250 °C, oltre i quali ha inizio una degradazione del materiale.
Materiali inorganici come i silicati possono funzionare come adesivi fino a 1500 °C, ma sono fragili, soggetti a shock termici e meccanici ed hanno una scarsa adesione ai metalli. Qui di seguito è riportata una serie di limitazioni aggiuntive sull'uso degli adesivi per particolari applicazioni.
- Tensioni residue in giunti incollati possono presentare problemi; queste tensioni si manifestano quando si usano elevate temperature di cottura e sono la conseguenza della diversa espansione termica dell'adesivo e del materiale della superficie.
- La resistenza ottimale dell'incollaggio normalmente non è raggiunta istantaneamente, come avviene invece con la saldatura o il collegamento meccanico.
- Molti adesivi termoindurenti hanno bassa resistenza alla pelatura e gli adesivi termoplastici tendono allo scorrimento viscoso sotto carichi insistenti.
- La resistenza degli incollaggi in condizioni ambientali critiche è spesso sconosciuta: caldo, freddo, agenti chimici, radiazioni e biodeterioramento causano la degradazione dell'adesivo, mentre dall'accoppiamento di materiali incompatibili può derivare il rischio di corrosione.
- L'infiammabilità e la tossicità sono caratteristiche di molti adesivi a base di solventi e questo aumenta i rischi nel montaggio.
- Strutture incollate non sono facilmente smontabili per la riparazione.
-
Materiali adesivi e loro proprietà
Gli adesivi possono essere classificati in diversi modi, poiché ciascun giunto può essere definito in termini di: (1) i materiali da incollare, (2) la forma fisica dell'adesivo (3) i trattamenti che richiede, (4) le proprietà di resistenza e (5) la sua durata. Si possono inoltre classificare sulla base della natura chimica degli elemento principali e questo sistema, nonostante sia di scarsa utilità per il progettista, è uno dei più comunemente usati.
Materiali da unire.
La classificazione degli adesivi fatta suddividendo i materiali da unire in categorie molto ampie non è soddisfacente per metalli, materie plastiche e gomme, a causa della gran varietà delle caratteristiche d’incollaggio riscontrata in materiali specifici all'interno di ciascuna categoria; per esempio, un adesivo adatto per il rame non lo è necessariamente per l'acciaio. Tabelle che riportano elenchi di giunzioni tra materiali simili e dissimili unicamente agli adesivi consigliati in base alla natura chimica dei componenti hanno scarso valore e possono ingannare. In generale qualsiasi adesivo appartenente ad un certo numero di tipi può essere usato per i materiali che costituiscono un particolare giunto e la scelta è basata su altre considerazioni come il costo o le particolari esigenze che devono soddisfare.
Forma fisica
Gli adesivi sono reperibili in diverse forme fisiche (tab.1) e per un’applicazione specifica la scelta è sostanzialmente dettata da considerazioni inerenti al montaggio, al progetto, al costo e ai sistemi di produzione inerenti al loro uso. I benefici economici relativi agli incollaggi, sono stati concretamente realizzati in vari montaggi.
Spesso è necessario praticare un rigoroso controllo di produzione, eseguendo prove su campioni di giunzioni per garantire giunzioni affidabili di qualità uniforme durante tutto il processo produttivo; metodi di controllo non distruttivi per l'accertamento della qualità dell'incollaggio non hanno dato ancora risultati completamente soddisfacenti. In aggiunta a questi svantaggi, il processo d’incollaggio porta con sé un certo numero di complessi requisiti, che possono includere (1) speciali fasi di lavorazione per la preparazione dei componenti prima dell'incollaggio e per l'applicazione dell'adesivo, e (2) il procurare speciali condizioni ambientali che includono spesso periodi di cottura prolungati a temperatura e pressione costanti. La necessità di speciali attrezzature per l'incollaggio può inoltre costituire un notevole disincentivo dal punto di vista finanziario, che talvolta può completamente annullare qualsiasi risparmio, a dispetto delle difficoltà.
Tab.1 – Caratteristiche fisiche degli adesivi
Aspetto fisico
Materiali adesivi e loro proprietà
Liquidi con
Alta o bassa
ViscositàLa maggior parte degli adesivi può esistere in questo stato, sia come dispersioni in un solvente sia come emulsioni in acqua e lattici. Sono facili da applicare ed offrono la possibilità del controllo della viscosità da parte dell’operatore.
Pasta o mastice
Questa forma è adatta per la produzione in serie, dove è necessario il riempimento di vuoti e un ritiro limitato. E’ possibile ottenerli con un’ampia gamma di diversa consistenza.
Pellicole, nastri
Sono disponibili montati o meno su di un supporto. Sono applicabili solamente su superfici lisce e sono caratterizzati da un’applicazione facile e rapida con ridotti sfridi e spessore uniforme dello strato adesivo.
Polvere
Devono essere mescolati con un liquido o attivati a caldo per raggiungere lo stato liquido. Alcuni tipi contengono un catalizzatore allo stato latente che è attivato durante la cottura. In generale gli adesivi in polvere sono economici e presentano una lunga durata di conservazione a magazzino.
Granuli, barre,
blocchetti
e altre forme
solideIn molte applicazioni sono convenienti per la semplicità di applicazione e trattamento. Gli adesivi solidi sono usati per la preparazione di bacchette adesive a caldo e di materiali fusibili col calore. Presentano una lunga durata di conservazione a magazzino.
Di recente sono state messe a punto pellicole adesive monocomponenti che hanno avuto un uso crescente nell'incollaggio strutturale. Sono reperibili sia sotto forma di materiali appiccicosi da applicare a pressione o come pellicole montate o meno su di un supporto, che sono attivate e sciolte durante l'incollaggio da un solvente o dal calore. Negli incollaggi strutturali, sono normalmente richiesti per il trattamento il calore o un’applicazione contemporanea di calore e pressione. Più generalmente, le pellicole adesive assicurano uno spessore uniforme nell'incollaggio, un'unione limitata a una zona specifica, un procedimento di incollaggio pulito e di facile applicazione. Cooper (1971) ha trattato i vantaggi di questi versatili materiali.
Necessità di trattamento
Gli adesivi si classificano in genere in tre gruppi principali in base al tipo di indurimento.- Gli adesivi a base di solvente, che solidificano per evaporazione dei solvente, comprendono le colle naturali come la gomma lacca e il balsamo del Canada, le resine sintetiche come le resine acriliche, viniliche e cellulosiche, polimeri stirenici ed elastomerici basati sul poliuretano, policloroprene e gomma nitrilica.
- Gli adesivi a caldo (termoplastici), si liquefano col calore e induriscono a freddo, includono i poliammidi, i polieteri saturi, i poliacrilati e i polieteri. La maggior parte dei termoplastici possono essere usati come adesivi a base solvente. Ulteriori esempi di questa categoria di adesivi sono i cementi inorganici; ottenuti dalla fusione ad elevata temperatura o sinterizzazione, e resine termoindurenti (che sono classificate come adesivi indurenti per reazione chimica).
- Gli adesivi indurenti per reazione chimica sono impiegati generalmente per incollaggi di strutture sottoposte a forti carichi o a condizioni critiche e includono quegli elastomeri e termoindurenti che induriscono perché avvengono reazioni chimiche. Sono reperibili adesivi indurenti a caldo e a freddo a base di resine epossidiche, fenoliche, poliestere, poliaromatiche, amminiche ed altre suscettibili di policondensazione. A differenza delle termoplastiche, sono essenzialmente infusibili e insolubili e possono essere formulate in modo tale da esaltare particolari proprietà quali la resistenza alla pelatura e al calore. Le più importanti caratteristiche di adesivi con diverso processo di indurimento sono riassunte nella tab. 2.
Tab. 2 - Classificazione degli adesivi in base all'agente di indurimento
Agente di indurimento
Tipo di adesivo e condizioni di indurimento
Note
Calore
I vari tipi induriscono a temperature che vanno da quella ambiente a 250 °C e sono disponibili in tutto le forme, ma più comunemente in quella liquida. Gli adesivi strutturati sono generalmente cotti a 75-120 °C.
La resistenza all'adesione di tutti gli adesivi migliora generalmente con la cottura.
Pressione
Le pressioni di indurimento vanno dal semplice contatto a 2 MPa. Adesivi di questo tipo sono disponibili in tutte le forme, ma principalmente come polveri o liquidi. Gli adesivi strutturali richiedono generalmente pressioni di incollaggio comprese tra 0,1 ed 1,6 Mpa
L'applicazione della pressione migliora l'incollaggio e permette di ottenere strati sottili di adesivo con alta resistenza nelle applicazioni strutturali.
Tempo
L'indurimento può richiedere da 30 minuti a 24 ore per gli adesivi strutturali. Il trattamento può richiedere da alcuni secondi ad una settimana. Sono disponibili in tutti gli stati fisici.
Il tempo richiesto dipende dai valori della pressione e della temperatura e dalla resistenza che si richiede al giunto.
Catalizzatore chimico
E’ disponibile una vasta gamma di catalizzatori per gli adesivi elastomerici e termoindurenti. Generalmente tali adesivi consistono di due componenti - liquidi o paste - che devono essere miscelati prima dell'applicazione
Fornitura di calore a temperature fino a 120 °C e/o applicazione di pressione possono essere necessarie per l'azione catalitica.
Vulcanizzazione
Si tratta di adesivi elastomerici che induriscono mediante aggiunta di un agente chimico quale zolfo o un catalizzatore. Adesivi liquidi a due componenti sono i più comuni.
Alcuni tipi devono essere riscaldati fino a 170 °C per iniziare la vulcanizzazione del materiale premiscelato.
Riattivazione
Sono disponibili adesivi termoplastici ed elastomerici che richiedono un solvente o il riscaldamento per essere liquefatti. Questo processo è applicabile a pellicole o ad uno strato di adesivo liquido precedentemente applicato.
Quando il substrato è impermeabile, la massima resistenza del giunto è ottenuta con l'attivazione per riscaldamento.
Resistenza al deterioramento
Di particolare importanza per coloro che usano adesivi per il legno è una classificazione basata sulla durata. La tabella BS 1204 dà le caratteristiche di durata per gli adesivi ureici, fenolici, resorcinici e melaminici, come segue:
INT Incollaggi interni basati su questi adesivi resistono all’acqua fredda ma non a biodeterioramento.
MR Questi adesivi resistono all’umidità e, in una certa misura, anche agli agenti atmosferici. Incollaggi fatti con tali adesivi sopportano l’esposizione agli agenti atmosferici per alcuni anni e resistono al biodeterioramento, ma presentano scarsa resistenza all’acqua molto calda. Molto scarsa è la resistenza all’acqua bollente.
BR Incollaggi resistenti all’acqua bollente sopportano gli agenti atmosferici e le prove in acqua bollente, sebbene la prolungata esposizione agli agenti atmosferici che gli incollaggi WPB possono sopportare porti al cedimento degli incollaggi BR. La resistenza al biodeterioramento e all’acqua fredda è notevole.
WPB Gli incollaggi a prova di agenti atmosferici e di bollitura sono molto resistenti agli agenti atmosferici, ai microrganismi, all’acqua fredda e bollente, ed al caldo secco per molti anni.Si possono classificare diversi tipi di adesivi in base alla resistenza al deterioramento, come segue:
Adesivo Classificazione
in base alla durata
Colle animali INT
Amido INT
Acetato di polivinile INT
Urea formaldeide MR
Fenol formaldeide WPB
Melamina formaldeide BR
Resorcina formaldeide WPBComposizione chimica degli adesivi
Un altro sistema per classificare gli adesivi si basa sulla formula chimica o sui componenti più importanti che formano l'adesivo (tab. 3). Gli adesivi comunemente usati si possono considerare appartenenti ad uno dei seguenti cinque tipi:- prodotti naturali, comprendenti materiali di origine animale o vegetale;
- termoplastici, comprendenti resine naturali e sintetiche;
- termoindurenti, basati su polimeri sintetici;
- elastomeri, comprendenti materiali di tipo gommoso di origine naturale o sintetica;
- composizioni a due polimeri, in genere materiali compositi derivati dalle categorie (2) (3) e (4).
Prodotti naturali. I più semplici adesivi di uso comune sono di origine vegetale e includono amido, destrina e gomme naturali come la gomma arabica. Il loro uso è principalmente limitato alla carta, cartoncino, carta metallizzata e strutture in compensato sottile. Destrina e amido sono largamente usati per l'imballaggio veloce fatto a macchina a causa delle loro caratteristiche di rapido essiccamento. Le colle animali, ricavate da cuoio o osso, hanno una più alta resistenza all'umidità che quelle vegetali. Sono applicate a mano e sono usate soprattutto per il legno. Le colle alla caseina sono state usate a lungo per fabbricare del legno compensato di qualità. Esse non resistono ad una prolungata esposizione agli agenti atmosferici, ma hanno la proprietà di colmare interstizi e mantengono elevata resistenza anche in strati di notevole spessore. Gli adesivi di origine naturale sono oggetto di numerose unificazioni, tra cui BS 647, BS 745, BS 844 e BS 1444.
Tab. 3 – Classificazione degli adesivi secondo il tipo
Categoria
Esempi
SignificativiForma
fisicaProprietà
del giuntoMateriali
da unireApplicazioni
Naturali
Amido, destrina, colle animali e di pesce, caseina, colofonia, gomma lacca, balsamo del Canada, gomma.
Dispersioni in un solvente, emulsioni, paste, solidi, polveri
Bassa resistenza meccanica con scadente resistenza all’umidità, ma discreta resistenza al calore ed agli agenti chimici.
Carta, sughero, materiali di imballaggio, tessili, legno (mobilio), alcune plastiche e metalli.
Usi domestici in genere, imballaggio industriale, altri incollaggi ad essiccazione rapida.
Termoplastici
Derivati della cellulosa, poliacetato di vinile, polialcool vinilico, poliacrilati, polieteri, oleoresine.
Dispersioni in un solvente, emulsioni in acqua, pellicole, solidi
Discreta resistenza alla pelatura, ma bassa resistenza al taglio e possibilità di scorrimento viscoso sotto forti carichi; massima temperatura di esercizio circa 90°C.
Materiali non metallici: legno, plastiche, cuoio, tessili, carta.
Applicazioni soggette a bassi carichi in esercizio in genere.
Termoindurenti
Urea e melamina formaldeidi, poliesteri, poliimmidi, furani, epossidici e fenolici
Liquidi, pellicole, paste, polveri.
Buona resistenza al taglio e allo scorrimento viscoso, ma bassa resistenza alla pelatura; massima temperatura di esercizio tra 200°C e 250 °C.
Metalli, legno, ceramiche, vetro.
Applicazioni strutturali coinvolgenti giunti caricati tra parti metalliche o in legno.
Elastomeri
Gomme naturali e rigenerate, acrilonitril-butadiene, poliuretano, policloroprene, gomme siliconiche, butiliche, butadiene-stirene, polisolfuri.
Pellicole, dispersioni in un solvente, emulsioni in acqua.
Alta resistenza alla pelatura e flessibilità, ma bassa resistenza al taglio e scadente resistenza allo scorrimento viscoso; massima temperatura di esercizio tra 80 °C e 100 °C, più di 200°C per le gomme siliconiche.
Plastiche, gomme, tessuti, cuoio.
Giunti non caricati tra materiali leggeri e giunti flessibili.
Adesivi a due polimeri
Fenolico–nitriliche, Fenolico–neopreniche, Fenolico–poliviniliche, Acetaliche ed epossidiche (modificate)
Liquidi, pellicole, paste.
La resistenza dipende dalla composizione, ma generalmente mantengono resistenze più elevate in un più ampio campo di temperatura rispetto agli adesivi degli altri tipi; buona resistenza agli agenti chimici.
Metalli, ceramiche, vetro, plastiche, termoindurenti
Strutture soggette a forti carichi o ad avverse condizioni di esercizio, quali calore ed umidità.
Tab. 4 – Adesivi termoplastici
Applicazioni
Piccoli lavori di incollaggio, unione di camme, alberi, viti soggette a torsione, riempimento di interstizi
Montaggio rapido di strutture leggere comprendenti piccoli componenti; strumenti ottici ed elettronici, scarsa capacità di riempire interstizi
Imballaggio; incollaggio di carta a fogli metallici o pellicole di plastica, falegnamerie e mobili
Imballaggio; stratificazione di fogli metallici o plastici;, lavori di montaggio rapido; applicazioni criogeniche.
Montaggi rapidi nell’industria calzaturiera, degli imballaggi e automobilistica; stratificazione di lamine in resine poliestere e poliolefiniche. ppl. criogeniche
Stratificazione e giunzione di fogli metallici; giunzione di tubi in alluminio o acciaio; applicazioni automobilistiche quali incollaggi di pellicole poliestere e la giunzione di compositi fenolici e di plastiche acriliche.
Incollaggi di materiali porosi in generale; industria calzaturiera; incollaggi di pietre per affilare; incollaggio di estensimetri e strumenti ottici.
Materiali normalmente incollati
Metalli, plastiche termoindurenti, vetri
Metalli, plastiche termoindurenti, vetro
Plastiche, mica, vetro, carta, cuoio, legno, materiali porosi
Plastiche, metalli
Plastiche, metalli, legno, sughero, cuoio
Metalli, plastiche
Vetro, metalli, ceramiche, materiali cellulosici, carta, cuoio
Resistenza
All’acqua Ai solventi Agli oli
Buona
Buona
Buona
Scadente / sufficiente
Buona
Buona
Moderata
Va da scadente a sufficiente, moderata e buona
Sufficiente / buona
Sufficiente / buona
Scadente
Buona
Sufficiente / buona
Scadente / moderata
Buona
(a freddo)Scadente
(a freddo o a caldo)Scadente
(a freddo o a caldo)Buona
(a freddo);
discreta
(a caldo)Scadente
(a freddo o a caldo)Buona
(a freddo);
moderata
(a caldo)Moderata/ buona (a freddo)
sufficiente/ moderata
(a caldo)Resistenza al taglio per un’area di (12,7x25,4) mm2 (N)
4500
6000
4500
(legno)300
2500
6000
(alluminio)3000
Resistenza alla pelatura di un giunto largo 25,4 mm (N)
15 ¸ 60
200 (tessuto);
170 (PVC)Temperatura di esercizio (°C)
Da –55 a 120
Da –30 a 80
Da –30 a 80
Da –100 a 80
Da –150 a 80
Da –60 a 90
Da –60 a 70
Indurimento
Polimerizzazione in assenza di aria. Indurimento in 24 ore a 20°C o 10 minuti a 120°C
Polimerizzazione in presenza di umidità sullo strato da incollare. Indurisce in sec. o min. a 20°C
Evaporazione del mezzo liquido
Solidificazione per raffreddamento dell’adesivo fuso; indurisce in secondi o minuti.
Solidifica per raffreddamento; rammollisce tra 100 °C e 190°C.
Solidifica per raffreddamento dopo essere stato mantenuto per 30 minuti a 192 °C o 10 sec. a 300°C.
Evaporazione del solvente o attivazione a caldo della pellicola asciutta.
Metodo di
applicazioneDal contenitore o applicatore automatico
Dal contenitore
Manuale, a pennello o a rullo
Usati come adesivi in pellicola o applicati allo stato fuso da recipiente o applicatore
Fusione a caldo o applicazione manuale
Fusione a caldo o applicazione manuale
Manuale
Forme
Liquidi mono-
componenti a bassa viscosità o pasteLiquidi mono-
componenti a bassa viscositàSoluzioni o emulsioni acquose
Mono-
componenti completamente solidi in pastiglie, pellicole, nastri e blocchiMonocomponti. completamente solidi in pellicole, o granuli, soluzioni in solvente
Solidi monocomponenti in pellicole o polveri; soluzioni in solvente
Soluzioni mono-
componentiTipo
Diesteri dell’acido acrilico
Cianoacrilati
Poliacetato di vinile
Vinil acetato d’etilene
Poliammidi
Fenossiderivati
Derivati dalla cellulosa
Adesivi termoplastici.
Gli adesivi termoplastici sono fusibili, solubili, soggetti a rammollimento ad alta temperatura e a scorrimento viscoso sotto tensione. La scarsa resistenza allo scorrimento viscoso deve essere compensata progettando opportunamente il giunto in modo tale da prevedere ripiegature della sovrapposizione o rinforzi ausiliari. Così la natura di questi adesivi limita il loro uso a parti poco sollecitate in metallo, legni, plastiche e materiali porosi che non si suppone di usare in condizioni molto critiche. Essi differiscono dagli adesivi naturali perché consentono una maggior robustezza nell'incollaggio ed una resistenza quasi completa all'umidità e alla biodegradazione.La più importante applicazione dei termoplastici è quella degli adesivi per fusione a caldo, che sono usati sempre di più per il montaggio rapido di materiali da imballaggio e pellicole di laminato plastico. L'assemblaggio di mobili e di calzature sono altri due importanti campi d’applicazione per questi adesivi. Adesivi per fusione a caldo sono reperibili sotto forma di nastri, pellicole, barre, sferule e blocchi e sono di solito applicati da apparecchiatura speciali che scaldano l'adesivo fino ad una temperatura sopra il suo punto di rammollimento. Polietilene, polimeri e copolimeri vinilici e poliammidi sono invariabilmente presenti negli adesivi per fusione a caldo perché forniscono un'elevata appiccicosità all'adesivo allo stato liquido. Si ottengono rapidamente robusti incollaggi ad un'ampia gamma di materiali, tra cui il polietilene; e l'incollaggio per fusione a caldo è particolarmente adatto ad applicazioni industriali di serie. Adesivi al poliacetato di vinile sono impiegati per incollaggi interni nel legno; i metodi di prova sono descritti nella BS 3544.
Adesivi al plastisol basati su policloruro di vinile plasticizzato trattato a caldo sono stati recentemente preparati per l'industria automobilistica per applicazioni non strutturali, quali ad esempio, l'incollaggio dei rinforzi del cofano motore. Sono normalmente cotti durante la cottura a forno della verniciatura, ed hanno il vantaggio di poter essere applicati a superfici metalli- che unte senza che debbano essere precedente- mente pulite. Altri importanti adesivi a base di re- sine termoplastiche recentemente sviluppati sono i cianoacrilati, e le resine acriliche poliestere. I cianoacrilati sono fluidi a bassa viscosità che solidificano rapidamente in pochi secondi o minuti sotto una leggera pressione sul punto di giunzione. Si ritiene che l'umidità della superficie catalizzi la polimerizzazione. Questo tipo di adesivo è adatto per piccoli lavori d’assemblaggio con metalli, vetro e plastiche termoindurenti. Tuttavia la capacità di colmare interstizi è scarsa e la resistenza ai fluidi è relativamente bassa. L'alto costo è un altro fattore che impedisce di prenderli in considerazione se non per l'incollaggio di zone piccole.
Le resine poliestere acriliche, come la Loctite, sono gli unici materiali che polimerizzano in assenza di aria, ad esempio tra due superfici unite. Il calore e l'uso di acceleranti abbrevia il tempo di indurimento e alcune formulazioni solidificano in due o tre minuti a 120 °C. Sono usate frequentemente per il bloccaggio di dadi, prigionieri e collegamenti filettati che altrimenti potrebbero allentarsi a causa delle vibrazioni. La giunzione di tubi, il bloccaggio di cuscinetti sugli alberi, e il montaggio di collari e boccole sono altre importanti applicazioni di questi materiali. L'uso di questi adesivi sigillanti riduce i costi ovviando alla necessità di lavorazioni con tolleranze ristrette per eseguire montaggi forzati. Un'eccellente resistenza all'acqua, al grasso e all'olio impediscono la ruggine e il bloccaggio di elementi metallici montati. Un riassunto delle proprietà degli adesivi termoplastici è riportato in tab. 4.
Adesivi anaerobici
Le origini dei prodotti anaerobici commerciali, risalgono alla scoperta di Burnett e Nordlander (General Ectric Corp.) negli anni 40. Questi ricercatori osservarono che quando riscaldavano a 60-80°C per diverse ore monomeri di diacrilato a base di dietilenglicole e dimetacrilato o sostanze omologhe, con una corrente d’aria, ossigeno od ozono, diventavano materiali in grado di polimerizzare spontaneamente a temperatura ambiente sino a formare polimeri reticolati con proprietà adesive.
Negli anni ‘50 il Prof. Vernon Krieble, affrontò il problema di ottenere un prodotto anaerobico eliminando al fase di ossigenazione dei monomeri.. Egli notò che quando l’adesivo anaerobico entrava in contatto con un metallo in un ambiente senza ossigeno. L’ossigeno restante si consumava velocemente dando origine alla polimerizzazione della resina, in un tempo ragionevole coerente all’utilizzo industriale. Queste resine dunque polimerizzano per la mancanza di ossigeno e la presenza di un metallo attivo.Le informazioni che seguono sono per lo più incentrate su prodotti anaerobici per i quali parecchi anni fa è stato coniato il termine di “Adesivi Strutturali”. Questi prodotti hanno svariate applicazioni quali: l’assemblaggio di parti cilindriche adatte per la trasmissione di coppia, cuscinetti a sfere, fissaggio di boccole e bronzine, accoppiamenti filettati, tenuta di parti flangiate. Questi prodotti all’origine non possedevano elevate resistenze alla trazione, agli urti, ed alla pelatura tipiche degli adesivi strutturali. Per ottenere queste proprietà fu necessario studiare e sintetizzare nuovi monomeri. I primi (denominati ‘metacrilati uretanici) erano basati su molecole contenenti segmenti ‘rigidi’ e ‘flessibili’. I metacrilati conservavano le caratteristiche della polimerizzazione anaerobica e, quando questi erano combinati con monomeri diluenti, davano origine ad una nuova classe di adesivi strutturali con ottime caratteristiche.
Le proprietà di questi adesivi, una volta induriti, offrono attualmente ottime caratteristiche : alla trazione, agli urti, alla temperatura, ai solventi, a diversificate situazioni ambientali. In molte situazioni esprimono caratteristiche pari o superiori a quelle degli epossidici. Il fatto poi di poter polimerizzare a temperatura ambiente e non al calore , come nel caso di molte resine epossidiche, hanno creato le premesse per una loro grande diffusione nell’industria.Questi prodotti sono ideali per il montaggio di parti in metallo perché queste sono ricche di ioni che favoriscono la proliferazione di radicali liberi quando reagiscono con i perossidi presenti nella formulazione; tuttavia non tutti i materiali sono uguali fra loro e pertanto si avranno reazioni diverse in funzione dei differenti substrati:
- Materiali attivi : Acciaio, ottone, bronzo rame e ferro
- Materiali passivi : acciaio molto legati e ad alto tenore di cromo, alluminio, nichel, zinco, stagno, oro, strati di ossido, rivestimenti anodici, ed acciaio inossidabile
La definizione ‘materiali passivi’, non significa che l’adesivo non polimerizza ma piuttosto che questa è molto più lenta ed inoltre le prestazioni, in termini di resistenza sono inferiori.
Gli adesivi anaerobici possono polimerizzare a caldo. Una fonte di calore riduce grandemente i tempi d’indurimento di queste resine a temperatura ambiente.Vantaggi degli adesivi anaerobici
- Ottima resistenza al taglio
- Buona resistenza termica (da –55 fino a 200°C)
- Elevate velocità di polimerizzazione
- Nessuna particolare finitura superficiale richiesta (rugosità consigliata 0,8-3,2 Ra)
- Effetto sigillante con ottima resistenza alle sostanze chimiche
- Buona resistenza alle vibrazioni ed ai carichi dinamici
- Adatti a lavorare su substrati metallici
Alcuni svantaggi
- Gli anaerobici standard presentano una modesta resistenza a trazione , pelatura e spaccatura. Gli anaerobici tenaci sono in grado di resistere a tali sollecitazioni
- Molto spesso richiedono un attivatore nelle superfici passive o non metalliche.
Adesivi cianoacrilici
I cianoacrilici o cianoacrilati (nome chimico degli adesivi definiti ‘istantanei’) furono introdotti come adesivi commerciali nel 1953, essendo inizialmente impiegati come adesivi speciali per particolarissime applicazioni di nicchia. Le loro eccezionali caratteristiche adesive e facilità d’uso li hanno resi molto noti e diffusi per impieghi su un’ampia varietà di materiali.I cianoacrilici polimerizzano nell’arco di pochissimi secondi massimo qualche minuto. L’adesione di substrati come la gomma e le plastiche richiedono pochi istanti, mentre per i materiali metallici tempi più lunghi: per la sola manipolazione qualche minuto mentre la polimerizzazione totale nell’arco d’alcune ore. Sono adesivi monocomponenti che induriscono rapidamente quando sono racchiusi in forma di pellicola sottile tra due aderendi. Queste resine sono degli esteri alchilici a base d’acido cianoacrilico. Nel tempo sono stati sintetizzati numerosi cianoacrilici quali il cianoacrilato di propile, butile, ed isobutile, anche se le resine a base etilica e metilica hanno trovato un maggior impiego ed utilizzo nell’industria e nella grande distribuzione.
I cianoacrilici a base etilica e metilica, si possono trovare in un’ampia varietà di formulazioni che si distinguono principalmente per le loro caratteristiche reologiche. I prodotti cianoacrilici in genere sono formulati senza addensanti, quindi sono liquidi con viscosità compresa tra 1 e 3 MPas/s (prossima alla viscosità dell’acqua). Quando sono aggiunti addensanti, la viscosità può raggiungere i 2000 Mpas/s o valori superiori come nel caso dei prodotti ‘gel’ o tissotropici. Questi adesivi sono facili da usare perché non tendono a migrare o a gocciolare sul punto d’applicazione, Tuttavia, gli adesivi liquidi, senza nessun tipo di carica, si dosano meglio e più rapidamente. Permettono di ottenere, una volta polimerizzati, film di prodotto indurito molto sottili rispetto a quelli più viscosi a tutto vantaggio delle prestazioni e di una miglior industrializzazione.
Allo stato fluido, i cianoacrilici sono composti da monomeri reattivi, stabilizzati in una sostanza acida debole. La polimerizzazione del monomero avviene in maniera anionica al comparire dei nuclei innescanti di base. Questo avviene in presenza di composti di base deboli quali le ammine, alcol o acqua. Ad una concentrazione sufficientemente levata, tali sostanze creano i nuclei ai quali si aggiungono le unità di monomeri, creando così catene polimeriche che tramutano in solido il liquido . Quasi tutti i substrati assorbono l’umidità sulle loro superfici. Questa umidità fornisce ioni idrossilici che innescano la polimerizzazione anionica. Quando si comprime o si distribuisce tra due superfici una goccia d’adesivo cianoacrilico, la sottile pellicola risultante entra in intimo contatto con le tracce d’umidità adsorbite dai substrati, dando origine ad una rapida polimerizzazione.
La velocità d’indurimento aumenta con il diminuire dello spessore del film d’adesivo. Una goccia d’adesivo posta su una superficie non acida , rimarrà liquida a lungo, al contrario quando è distribuita o premuta tra due materiali l’indurimento sarà molto veloce. Questa caratteristica comporta che la quantità d’adesivo sarà molto modesta. Una diretta conseguenza del meccanismo di polimerizzazione dei cianoacrilici è la loro dipendenza dall’umidità relativa dell’aria, pertanto in tempi di manipolazione e di polimerizzazione totali diminuiranno all’aumentare dell’umidità mentre si saranno più lunghi in presenza di un ambienti particolarmente secchi.
I cianoacrilici non polimerizzano velocemente in presenza di ‘gap’ molto grandi sempre che sia usato un attivatore alla superficie del giunto o all’adesivo stesso. Le formule viscose sono efficaci soltanto nei giochi fino a circa 0,1 mm senza attivatore. L’attivatore, quando usato, è applicato ad uno o ad entrambe le superfici, mentre l’adesivo è applicato soltanto ad una delle stesse.
Quando le superfici del giunto sono di natura acida : legno sughero carta, è necessario utilizzare un attivatore superficiale od una adesivo formulato specificatamente insensibile alla natura della superficie per ottenere tempi di manipolazioni più brevi.
Gli attivatori, in ogni caso non sono molto richiesti per la maggior parte dei substrati, poiché gli adesivi offrono velocità di polimerizzazione sufficientemente elevate per la maggior parte delle applicazioni. Gli attivatori non producono giunti più resistenti , ma semplicemente riducono i tempi di manipolazione.Vantaggi dei cianoacrilici
- Sono adesivi monocomponenti quindi semplici da usare
- Formano rapidamente giunti resistenti con tempi di manipolazione molto brevi. Richiedono piccole dosi d’adesivo
- Sono versatili, consentono di incollare una grande quantità di substrati, comprese le materie plastiche, le gomme, i metalli, il legno, le ceramiche e la pelle
- Formano giunti in pratica incolori se si evitano gli eccessi. Adesivo trasparente, incolore e quasi invisibile, anche se le formule nere sono resistenti agli urti, alla pelatura ed alla temperatura. E’ possibile poi aggiungere coloranti o agenti fluorescenti per il loro rilevamento sulle parti.
- Creano giunti che resistono alla maggior parte di solventi, compresi alcol, oli , benzina nafta e solventi clorati.
Svantaggi dei cianoacrilici
- Limitata capacità di riempimento di giochi (max 0,2 mm)
- Sono adesivi rigidi. Attualmente sono stati messi a punto prodotti caricati con elastomeri che rendono il prodotto più elastico migliorandone di molto la resistenza agli urti.
- Scarsa resistenza all’umidità
- Bassa resistenza alla pelatura
- Modesta resistenza alle alte temperature
- Alcuni prodotti di base etilica e metilica si riscontra talvolta il cosiddetto fenomeno dell’efflorescenza ‘blooming’ causato dalla volatilità del monomero.
Adesivi acrilici
Gli adesivi acrilici strutturali modificati sono prodotti di recente formulazione e versatilità in campo industriale. Verso la fine degli anni 60 ed inizio anni 70, gli esperti d’adesione hanno cominciato ad esplorare su questi prodotti. Ricordiamo che i migliori adesivi sviluppati sino ad allora, erano gli epossidici, anche se questi prodotti avevano non poche limitazioni in termini di pulizia superficiale, necessità di calore per particolari formulazioni con alte prestazioni e così via… Gli acrilici offrivano, per la prima volta, una soluzione alternativa. La ricerca continua ha permesso di formulare altri prodotti che per le loro attuali caratteristiche sono persino competitivi rispetto ai metodi meccanici di fissaggio. Una caratteristica distintiva degli adesivi acrilici è che, a differenza d’altri prodotti, non richiedono che la resina sia intimamente mescolata all’attivatore. Resina ed attivatore sono separati e solo quando entrano in contatto fra loro, per esempio per sovrapposizione, generano dei “centri attivi” dando luogo alla propagazione dei polimeri. La maggior parte degli adesivi acrilici strutturali presenta tempi di polimerizzazione tra i 2 minuti e 1 ora a temperatura ambiente. A differenza degli e epossidici o uretanici, non è consigliato l’uso di calore per accelerarne il processo. Le velocità di polimerizzazione possono aumentare in determinate condizioni di calore in ogni caso con temperature modeste e comprese tra i 55 ed i 66 °C.In nessun caso, la temperatura potrà superare i 72°C durante la fase iniziale . A differenza degli epossidici, non è richiesto un secondo stadio di polimerizzazione. Dopo che l’adesivo è stato innescato, nel tempo , questo polimerizza completamente . L’acrilico è disponibile in tre sistemi di dosatura:
- Adesivo più attivatore: questa tecnica sfrutta al meglio il principale vantaggio del processo offerto da questi adesivi. L’attivatore è applicato al substrato o alla superficie con un rullo , una spatola, uno spray o altro sistema convenzionale. Una volta attivata la superficie, questa può esser incollata immediatamente oppure messa da parte e conservata per diverso tempo prima del suo utilizzo. La resina è invece applicata all’altra superficie come se questa fosse un normale adesivo monocomponente. Data la loro viscosità, gli acrilici possono colmare giochi fino a 0,5 mm. nell’ipotesi di colmare ‘gap’ superiori, si dovranno attivare entrambe le superfici. Questo metodo in grado di colmare gap da 1 mm.
- Adesivo più attivatore: questa tecnica sfrutta al meglio il principale vantaggio del processo offerto da questi adesivi. L’attivatore è applicato al substrato o alla superficie con un rullo , una spatola, uno spray o altro sistema convenzionale. Una volta attivata la superficie, questa può esser incollata immediatamente oppure messa da parte e conservata per diverso tempo prima del suo utilizzo. La resina è invece applicata all’altra superficie come se questa fosse un normale adesivo monocomponente. Data la loro viscosità, gli acrilici possono colmare giochi fino a 0,5 mm. nell’ipotesi di colmare ‘gap’ superiori, si dovranno attivare entrambe le superfici. Questo metodo in grado di colmare gap da 1 mm.
- Sistemi a due componenti senza mescolatura: E’ un sistema poco noto ed infrequente. La maggior parte di questi adesivi, è confezionata in due contenitori diversi. La parte A è applicata alla superficie; la parte B viene premescolata con un catalizzatore fino a 12 ore prima dell’uso ed applicata al secondo substrato. La polimerizzazione inizia soltanto quando le due superfici sono poste in contatto. Questa tecnica richiede ‘tempi aperti’ lunghi e quindi permette d’incollare ampie superfici.
Da una serie di prove (resistenza a fatica, agli agenti atmosferici, propagazione della frattura, effetto della tolleranza di adesione, costruzione del giunto ecc.) condotte sugli adesivi acrilici, è risultato che queste hanno migliori ‘performances’ rispetto ai prodotti strutturali più noti ed inoltre presentano tempi di manipolazione molto brevi.
Vantaggi degli acrilici
- Versatilità. Normalmente , un adesivo di questo tipo offe le stesse prestazioni soddisfacenti sia sui metalli (acciaio o alluminio) che sulle plastiche strutturali
- Caratteristiche imbattibili di resistenza idrolitica e di permanenza .
- Distribuzione versatile. Gli acrilici polimerizzano a temperatura senza mescolatura preventiva, benché sia possibile l’uso di sistemi ‘mixer’. Dato che questi adesivi possiedono un peso molecolare molto basso prima della polimerizzazione e, quindi sono fluidi, possono essere impiegati con pompe ed altri sistemi di estrusione a bassa pressione, anche in presenza di resine con viscosità statica elevata.
- Basso costo. Anche se gli acrilici hanno caratteristiche migliori in termini di processo e prestazioni della maggior parte delle altre famiglie di prodotti: cianoacrilici, anaerobici, epossidici ed uretani speciali, il loro prezzo normalmente è inferiore.
- Preparazione di pezzi in metallo o plastica minima o non richiesta. Normalmente , gli acciai e l’alluminio lavorati possono esser incollati direttamente senza alterare la resistenza iniziale o la durata nel tempo. In alcuni casi si ottengono migliori risultati su superfici metalliche non preparate che sulle stesse già predisposte.
- Ottime proprietà fisiche strutturali e di resistenza ai carichi. Gli adesivi acrilici strutturali modificati offrono non solo una buona resistenza meccanica iniziale ma anche una lunga durata negli assiemi soggetti a carichi estremamente levati. Per ottenere prestazioni simili con altri tipi di adesivi strutturali, normalmente sono necessarie temperature di polimerizzazione elevate e substrati preparati con cura.
- Tolleranze di allineamento irregolare del giunto e buona capacità di riempimento dei giochi. Benché le prestazioni migliori si ottengano con tolleranze sino a 0,3, è possibile raggiungere prestazioni appropriate ed accettabili con gap sino a 3 mm o maggiori se necessario.
Svantaggi degli acrilici
- Scarsa adesione sulla maggior parte degli elastomeri polimerizzati e su materie plastiche a bassa energia superficiale non trattata.
- Odore pungente. E’ importante la ventilazione del posti di lavoro
- Sistemi di mescolatura con diversi rapporti di mescolatura diversi da 1:1 Nei sistemi mescolati i rapporti più usati sono quelli compresi tra 20:1 e 4:1
- Bassi punti di infiammabilità. L’adesivo liquido non polimerizzato può avere un punto d’infiammabilità leggermente al di sotto della temperatura ambiente. Alcuni adesivi hanno punti d’infiammabilità superiori a 38°C.
- Credibilità limitata in termini d’impiego a lungo termine. Poiché la tecnologia è relativamente nuova – il case history più vecchio - risale a meno di 20 anni fa. Vi sono ricerche in corso non ancora completate.
Usi degli acrilici
- Incollaggio dei magneti nei motori elettrici
- Rivestimento delle ganasce dei freni
- Pannelli solari per riscaldamento
- Attrezzature sportive soggette a sollecitazione come le racchette da tennis
- Giunti tra legno e vetro (carpenteria)
- Giunti tra metallo e metallo e vetro e metallo e plastica
- Altoparlanti
Adesivi che polimerizzano per effetto della luce UV
La polimerizzazione indotta dalla luce era utilizzata oltre 4000 anni fa in Egitto per la mummificazione delle salme dei faraoni. E’ risaputo che gli antichi egizi immergevano strisce di lino nel bitume (che contiene componenti insaturi) prima di esporre i corpi così bendati alla diretta e forte luce del sole africano affinché potessero asciugarsi dapprima ed indurire poi. Questa tecnologia era anche utilizzata per calafatare le imbarcazioni con prodotti simili ricavati dal bitume ed asfalto affioranti nel deserto che induriscono anche in questo caso alla luce diretta del sole.Verso la fine del 19° secolo, Niepce ebbe l’idea di utilizzare il principio attivo presente nell’olio in questo tipo di asfalto sensibile alla luce, per ottenere un’emulsione in grado di ricavare la prima fotografia permanente della storia. Gli studiosi interessati ai sistemi di polimerizzazione con la luce UV, condussero altre ricerche negli anni ’40 quando fu concesso il primo brevetto per inchiostri da stampa a base di poliestere stirenico che polimerizzava facilmente quando era esposto alle radiazioni di luce UV. Queste resine a basso costo, si sono anche rivelate idonee a rivestire il legno con lamine di materie plastiche polimerizzanti per effetto della luce UV trovando un grande utilizzo nell’industria del legno negli anni ’60. Questa industria continua ad essere uno dei consumatori più importanti di questo tipo di resine.
Negli ultimi 20 anni, è stato sviluppato un numero crescente di resine che polimerizzano per effetto della luce ultravioletta, soprattutto i multiacrilati molto reattivi che furono introdotti quando i vantaggi offerti da questa nuova tecnologia erano ormai evidenti. A parte i tempi di polimerizzazione ridotti, unitamente a consumi energetici inferiori rispetto ai trattamenti superficiali convenzionali, il motivo principale del loro successo commerciale è stato il basso costo. Attualmente è disponibile un’ampia gamma di monomeri e oligomeri che consente di produrre polimeri reticolati ben definiti per qualsiasi uso. Un adesivo che polimerizza con luce UV contiene una sostanza chimica denominata fotoiniziatore che se esposta alla luce ultravioletta, reagisce creano radicali liberi che permettono l’indurimento del prodotto. Una limitazione di questa tecnologia è che almeno una delle parti da incollare sia trasparente. Questa è la condizione ideale nel caso dell’incollaggio di parti in vetro o cristallo, invece si hanno problemi se il giunto, rispetto alla sorgente luminosa è in zona d’ombra, oppure quando i materiali sono opachi ed infine quando si è in presenza di materiali, anche trasparenti, ma che hanno un effetto barriera ossia non lasciano passare la luce UV. E’ inoltre possibile polimerizzare tracce di adesivo in eccesso. Incapsulare contatti elettrici, ricoprire fregi ecc…insomma tutta quella produzione che in inglese è definita con il termine di ‘coating’.
La velocità di polimerizzazione dipende da diversi fattori:- L’intensità e spettro delle frequenze emesse dalla sorgente luminosa.
- La formula dell’adesivo e lo spessore da incollare
- Lo spessore , la composizione chimica ed il colore del vetro o del polimero che dovrà esser attivato dalla luce.
- Il colore e la brillantezza dei substrati.
In risposta ad esigenze industriali sono stati sviluppati negli ultimi anni prodotti con un ottimo grado di trasparenza una bassa contaminazione ionica, una migliore resistenza ai cicli termici, una resistenza in temperature compresa tra 55°C e 175°C e con diversi gradi di viscosità per soddisfare svariate esigenze . I tempi di polimerizzazione si sono ridotti ulteriormente ed infine sfruttando il meccanismo di polimerizzazione secondario, presente nelle ultime formulazioni è possibile far indurire il prodotto anche se questo rimane coinvolto in zone d’ombra. Questi adesivi di nuova generazione sono impiegati principalmente per incollare i ‘chip’ nell’industria elettronica ed in molte altre applicazioni industriali non necessariamente legate all’industria del vetro.
Anche alcuni tipi di siliconi sono stati formulati in versione UV questi polimerizzano in tempi molto breve rispetto allo standard . I siliconi UV polimerizzano per formare gomme molto resistenti; sono utilizzati per realizzare tenute e guarnizioni in campo motoristico e su linnee di montaggio con cadenza molto elevata.
Questi prodotti, una volta induriti, resistono molto bene agli agenti atmosferici, all’ozono e conservano le loro proprietà anche quando lavorano in condizioni difficili.
Le formule più recenti che adesivi UV utilizzano fotoiniziatori che innescano la polimerizzazione se esposti a lunghezze d’onda vicine alla gamma della luce visibile Queste formule sono utilizzate per unire substrati in plastica, non sempre facili da incollare poiché nella maggioranza dei casi questi materiali fanno da barriera a qualsiasi tipo di frequenza. Le formulazioni più recenti superano tali limitazioni e consentono di assemblare moltissime plastiche trasparenti sulle normali linee di produzione.Vantaggi degli adesivi UV
- Elevata velocità di polimerizzazione
- Montaggi moto brevi
- Capacità a riempire giochi
- Adesivi tenaci con adeguate proprietà strutturali
- Buona resistenza ambientale
- Estetica sorprendente
Svantaggi degli adesivi UV
- Incollaggio di substrati trasparenti ma che non lasciano passare i raggi UV
- Investimenti consistenti nelle attrezzature
Adesivi termoindurenti.
Le resine termoindurenti solidificano per polimerizzazione grazie all’azione del calore o di reazioni chimiche e, a differenza dei materiali termoplastici, non possono essere nuovamente fuse e solidificate mediante cicli termici. Alcune resine termoindurenti solidificano a temperatura ambiente, sebbene il calore sia usato frequentemente per accelerare il processo e migliorare le proprietà adesive. La maggior parte dei materiali di questo gruppo non si decompone al di sotto dei 200 °C, sebbene alcuni siano usabili solo fino a 60 °C. Materiali chimicamente diversi richiedono un diverso ciclo di trattamento, in alcuni casi sistemi a due componenti (resina e catalizzatori) solidificano per reazione chimica dopo il mescolamento, mentre altri materiali monocomponenti richiedono riscaldamento per iniziare la reazione dovuta ad un catalizzatore già presente nella mescola. Gli adesivi termoindurenti producono incollaggi più robusti di quelli prodotti da adesivi appartenenti ad altri gruppi chimici e sono pertanto più adatti per certi componenti strutturali. Le proprietà di scorrimento viscoso sono buone, ma la resistenza alla pelatura è solo discreta; inoltre gli incollaggi sono fragili ed hanno bassa resilienza agli urti.Nel campo dei polimeri usati per gli adesivi termoindurenti sono predominanti le resine amminiche, fenoliche ed epossidiche. Inoltre le resine poliestere formano la base per i sistemi monocomponenti a freddo. Per quanto riguarda gli altri adesivi, l'uso di additivi - come riempitivi e flessibilizzanti - per controllare la consistenza dell'adesivo o migliorare alcune proprietà dell'incollaggio finale, ad esempio la resilienza o la conducibilità termica, è generale. L'uso di adesivi fenolici e aminoplastici per il legno compensato è descritto nella BS 1203 e per il legno nella BS 1204.
Le resine fenoliche sono usate soprattutto per incollare il legno, ma presentano una buona adesione anche ai metalli e al vetro. Esse sono generalmente modificate con l'aggiunta di un elastomero per ridurne la fragilità nelle linee di incollaggio, e un uso importante di queste composizioni a base di resina e gomma è l'incollaggio dei metalli. Calore e pressione sono necessari per trattare i sistemi fenolici che producono incollaggi con resistenza buona allo scorrimento viscoso, ma moderata alla pelatura, fino a 100 °C. Gli adesivi epossidici, per esempio l'araldite, sono ampiamente usati per incollare un'ampia gamma di materiali e sono particolarmente importanti per l'incollaggio strutturale dei metalli. Questi materiali presentano dei vantaggi rispetto ad altri materiali termoindurenti, grazie alla loro alta capacità adesiva a molti substrati e all'alta robustezza coesiva del materiale trattato. Basse pressioni di incollaggio sono sufficienti, dato che non sono presenti sottoprodotti generati durante la polimerizzazione.
La contrazione che avviene durante la polimerizzazione è limitata, cosa che rende queste resine adatte a riempire interstizi con spessori dell'incollaggio compresi tra 0,02 mm e 0,3 mm. Le resine epossidiche hanno un'eccellente resistenza agli oli, all'acqua e a vari solventi ed al biodeterioramento. La maggior parte delle formulazioni sono sistemi a due componenti, che induriscono per reazione chimica e che sono mescolati prima dell'uso e trattati a temperatura ambiente o riscaldati. Il trattamento a caldo serve ad abbreviare i tempi a meno di un'ora e migliora le proprietà adesive. Sono reperibili speciali applicatori per ovviare all'inconveniente della rapida solidificazione dopo il mescolamento dei sistemi che polimerizzano a freddo. In alternativa, ci sono sistemi monocomponenti sotto forma di pellicole, paste e polveri, che richiedono temperature di cottura superiori a 100 °C. Fragilità unita a scarsa flessibilità e resistenza all'urto sono caratteristiche delle resine epossidiche non modificate e queste caratteristiche vengono miglio- rate addizionando appropriati additivi. Così elastomeri, come i termoplastici polisolfurici e poliammidici, sono aggiunti comunemente per migliorare la resilienza e la resistenza alla pelatura. Cariche come silice, allumina e polveri metalliche sono incorporate spesso nelle resine epossidiche per controllare la loro viscosità e migliorare la loro robustezza di coesione e la loro conduttività termica o elettrica.
Le resine amminiche usate soprattutto come adesivi contengono formaldeide ureica e melaminica, e le loro miscele. Sono largamente usate per incollare laminati plastici, legno compensato e nell'incollaggio di mobili. I tipi ureici sono reperibili sotto forma di liquidi o di polveri che polimerizzano con l'aggiunta di acqua. I tipi melaminici sono più costosi, ma hanno miglior resistenza al calore e all'acqua. Gli adesivi alla formaldeide liberano acqua durante il trattamento, cosicché un'elevata pressione di incollaggio è necessaria per superare gli effetti di questo sottoprodotto di reazione. Le proprietà di questi adesivi termoindurenti che hanno maggior interesse per i progettisti sono presentate in tab. 6.Epossidici
Le resine epossidiche furono ottenute per sintesi la prima volta in Germania da Schlack (1934) , in Gran Bretagna da Moss (1937) e in Svizzera nel 1938 da Castan, ma si diffusero soltanto verso la fine della seconda guerra mondiale. La materia prima più largamente impiegata era il bisfenolo-A . che reagisce con l’epicloridrina per generare un liquido di modesto peso molecolare composto da molecole lineari terminanti con gruppi epossidici. La capacità adesiva delle resine è dovuta ai gruppi idrossilici, poiché i gruppi epossidici scompaiono durante la polimerizzazioneIl sistema di polimerizzazione più diffuso utilizza un’ammina bi-o trifunzionale per ottenere la reticolatura delle catene. Le proprietà e le velocità di polimerizzazione, dipendono dall’agente polimerizzante impiegato. Alcuni agenti quali i diciannamidi sono utilizzati per substrati metallici. Gli epossidici a due componenti che polimerizzano a temperatura ambiente e che si trovano sul mercato al dettaglio, utilizzano versammidi come agenti di polimerizzazione. Questi agenti hanno meno odori delle ammine, poiché si basano su oli secchi che vengono dimerizzati e combinati con di-o triammine. Questi prodotti commerciali richiedono inoltre catalizzatori per ottenere la reticolatura dell’adesivo. Gli epossidici che polimerizzano a temperatura ambiente sono tanto efficaci quanto quelli che polimerizzano ad alte temperature, ma generalmente sono adatti ad un’ampia gamma di applicazioni.. Nel passato la maggior parte degli epossidici era formulata come adesivi bicomponenti che richiedevano la mescolatura dei due prodotti immediatamente prima dell’uso, in quanto avevano una ‘pot life’ limitata.
Ora esistono diversi adesivi epossidici monocomponenti con un agente indurente allo stato latente che è liberato soltanto a seguito di un’esposizione ad alta temperatura. Questi adesivi furono commercializzati per la prima volta nel 1975. Gli stessi non danno luogo a nessuna reazione al di sotto della Tg della mescola (inferiore a 0°C) . Con l’aumentare della temperatura , la resina inizia a policondensare.
Gli epossidici utilizzati in applicazioni strutturali devono essere polimerizzati ad alata temperatura o a temperatura ambiente con post-polimerizzazione riscaldata. Il vantaggio della post-polimerizzazione come operazione distinta – anche nel caso di giunti già polimerizzati con un po’ di calore – è che può essere effettuata senza la necessità di attrezzature o presse idrauliche riscaldate.
Il sessanta per cento della resistenza totale del giunto si ottiene nella fase iniziale di indurimento; sarà quindi sufficiente tenere posizionati i substrati per procedere alla seconda fase (polimerizzazione a caldo) nella quale i gruppi epossidici restanti della resina terminano la reazione. Gli epossi-fenoli furono sviluppati presso il FPL (Forest Products Laboratory) su richiesta dell’Air Force statunitense nei primi anni 50. Dapprima furono utilizzati come adesivi resistenti alle alte temperature quindi ebbero un impiego nell’incollaggio di strutture aeronautiche. Vi sono formule che resistono a temperature elevate continue (180-250°C). Molto recentemente è stato riscontrato un grande interesse verso gli epossidici tenaci. La formula per questi materiali comprende una gomma (generalmente nitrile) in grado di precipitare in modo microdisperso quando la resina s’indurisce. L’aggiunta di questa fare della gomma migliora le caratteristiche di resistenza alla pelatura dell’adesivo polimerizzato, in particolare alle basse temperature dove altri epossidici base di nylon perdono tutta la loro flessibilità. Gli epossidici tenaci a due componenti furono introdotti sul mercato per la prima volta nel 1973.
I primi epossidici tenaci furono impiegati nelle costruzioni aeronautiche con qualche problema però nella costruzione delle ali ed impennaggi. Il problema era principalmente dovuto ad una combinazione della corrosione dell’alluminio con l’umidità sull’interfaccia adesiva. Tuttavia questi difetti non furono mai osservati negli adesivi epossi-fenolici che induriscono alle alte temperature o nel fenol-nitrile. Ricerche successive hanno portato ad una modifica nel processo di anodizzazione dell’alluminio e ad una diminuzione nella permeabilità dell’umidità negli adesivi .
Nonostante le alte temperature delle ultimissime formule per gli epossidici tenaci l’uso dell’adesivo in queste applicazioni è sta6to attualmente limitati alle strutture secondarie o come rinforzo di altre strutture assemblate meccanicamente. Talvolta è aggiunta della polvere di alluminio come agente rinforzante, anche se la sua efficacia è dubbia; il riempitivo di alluminio migliora la conduttività termica dell’adesivo , consentendo di ridurre la fase di polimerizzazione ad alta temperatura. Per raggiungere flessibilità del film adesivo indurito, in genere si ricorre ai polisolfuri.Vantaggi degli epossidici
- Incollano quasi tutti i substrati
- Buon riempimenti di giochi
- Resistenze a taglio e trazione molto elevate
- Adesivi molto rigidi Resistenza alla pelatura ed agli urti nelle formule flessibili (epossi-nitriliche)
- Buona resistenza ai solventi ed alle sostanze chimiche
- Sebbene siano materiali dielettrici ed isolanti termici, possono esser modificati in modo da condurre elettricità e calore. Sono aggiunti riempitivi e cariche per migliorare alcune caratteristiche meccaniche (fibra di vetro) o diminuirne la densità (microsfere piene d’aria)
- Resistono a temperature sino a 180°C ed oltre.
Svantaggi degli epossidici
- Problemi di assorbimento interno e diffusione dell’umidità
- Sistemi a due componenti ad alte prestazioni che richiedono calore, almeno nello stadio di post-polimerizzazione.
- Problemi con i tempi di polimerizzazione , la pot life e la necessità di calore per raggiungere un livello elevato di reticolatura.
Usi degli epossidici
- Additivi per calcestruzzo e materiali edili
- Adesivi strutturali in campo aeronautico
- Fabbricazione ed incollaggio di compositi
- Rivestimenti superficiali
- Elettronica (circuiti stampati)
- Primer
Fenolici
Gli adesivi fenolici furono scoperti nei primo anni del 20° secolo da Leo Baekeland come il risultato di una semplice reazione chimica tra il fenolo e la formaldeide. I prodotti della reazione erano una serie di oligomeri con un peso molecolare relativamente basso. Applicando calore ed occasionalmente un catalizzatore o un indurente , le catene di oligomeri sono reticolate per produrre un composto fenolico termoindurente. Nel 1910 si costituì la General Bakelite Company che produceva bachelit un materiale sviluppato da questi composti fenolici iniziali.Questo materiale presentava un’ottima stabilità dimensionale e straordinarie proprietà elettriche. Inoltre , grazie alla sua elevata resistenza alla temperatura, agli acidi, agli oli ed all’umidità , si diffuse rapidamente in tutte le industrie. Tuttavia fu soltanto nei primi anni ’60 che iniziò a diffondersi capillarmente l’uso di resine fenoliche come adesivi, in sostituzione di altri adesivi nell’industria del legno. Al momento, questo adesivi sono largamente impiegati in molti campi connessi all’industria automobilistica, compresi getti, componenti ad attrito abrasivi, adesione di fibre, cementi a contatto e sigillanti. Esistono due tipi di resine fenoliche: I resoli e le novolacche. Differiscono essenzialmente per il rapporto fenolo-formaldeide usato, per il tipo di catalizzatore e per la struttura della resina risultante. Queste resine possono essere usate come agenti di incollaggio o come ingredienti in altre formule (modificatori fenolici). Presentano buone proprietà di incollaggio sui substrati polari, resistono alle alte temperature ed alla combustione ed hanno un’elevata resistenza meccanica. Quando s’incollano parti che possono essere esposte alle fiamme, sono utilizzate come resine per unire fibre di vetro, minerali, poliestere ecc.
Sono impiegate per componenti ad attrito, quindi negli impianti dei freni e nei componenti della trasmissione. Sono altresì utilizzate in polvere e mescolate con altri grani abrasivi ; per incollare parti di stampi . L’industria automobilistica si serve di queste resine per la costruzione dei filtri dell’aria e dell’olio, dei separatori di batteria e come modificatori di rivestimenti, sigillanti ed adesivi. Per aumentare l’adesione si utilizzano additivi per fenoli che modificano la viscolelasticità di questi prodotti migliorandone le caratteristiche di bagnabilità. I prodotti fenolici sono meglio noti e più largamente usati per i cementi a contatto. Oltre a migliorare la bagnabilità della superficie, aumentano la resistenza finale dei giunti, migliorando la loro resistenza agli oli ed ai grassi.
Adesivi elastomerici
Gli adesivi elastomerici si basano su gomme naturali e sintetiche e sono disponibili sotto forma di soluzioni, emulsioni o dispersioni acquose e sono usati anche come agenti modificanti negli adesivi a due componenti. In generale, gli elastomeri hanno una resistenza meccanica molto bassa, ma un'alta flessibilità e sono usati per incollare materiali come carta, tessuti e gomma, che nell'uso non sono sottoposti a forti tensioni. Come i termoplastici, si rammolliscono con il calore, ma non fondono completamente. L'appiccicosità, la durata, la resistenza meccanica ai fluidi delle gomme sono così variabili che le loro caratteristiche non sono facilmente riassumibili. Gli adesivi a base di gomma naturale offro- no eccellenti proprietà adesive, le superfici ricoperte possono essere non appiccicose al tatto, ma rendere possibile l'incollaggio per contatto. Gli adesivi nitrilici sono i più versatili tra quelli sintetici soprattutto per quanto riguarda la resistenza ai solventi e agli oli, e gli effetti della migrazione del plastificante da alcune plastiche. Essi hanno una bassa adesività a secco, il che costituisce un vantaggio negli assemblaggi prerivestimenti, che possono essere riattivati a caldo o con un solvente prima dell'incollaggio.Gli adesivi stirenici e butadienici hanno proprietà di invecchiamento migliori delle gomme naturali, sebbene la resistenza dell'incollaggio sia simile. I lattici sono usati spesso per incollare materiali fibrosi poiché il loro alto contenuto di solidi consente di applicare strati di notevole spessore. Gli adesivi neoprenici sono superiori agli altri adesivi a base di gomma per la rapidità dell'incollaggio, la robustezza e la resistenza all'alta temperatura. Questi materiali sono largamente usati in campo automobilistico e calzaturiero per incollare plastica, cuoio e metalli, là dove le gomme naturali non sarebbero adatte. In generale, non sono adatti ad essere riattivati dal calore o dai solventi.
Mentre gli adesivi nitrilici e neoprenici sono i più importanti adesivi sintetici, altri elastomeri sono usati nella formulazione di alcuni adesivi per ottenere particolari caratteristiche. Così, il polisolubilene e le gomme al silicone mantengono una buona appiccicosità e sono stati usati per la fabbricazione di nastri adesivi a pressione.
Le gomme al silicone sono al confronto materiali a bassa robustezza di coesione, ma hanno una buona resistenza fino a temperature di 250 °C ed eccellenti proprietà dielettriche. La tab.5 riassume le proprietà dei vari adesivi elastomerici di uso comune. Qui di seguito tratteremo solo i più importanti.
Siliconi
Durante gli anni ’50 furono sviluppate gomme al silicone che vulcanizzavano a temperatura ambiente (RTV) e furono commercializzati i primi prodotti. Dapprima, erano sistemi a due e più componenti, mentre soltanto successivamente furono formulati prodotti monocomponenti.I siliconi RTV –1 (adesivi monocomponenti) sono composti liquidi o con una consistenza di pasta morbida e reagiscono con l’umidità (prodotto igroindurente) per creare un elastomero siliconico .
I siliconi RTV-2 (adesivi a due componenti) sono composti liquidi o a pasta morbida che polimerizzano una volta che è stato mescolato un secondo componente, per dare origine ad un elastomero. Talvolta , si utilizza una vulcanizzazione molto accelerata ad alte temperature.Le formule di prodotti siliconici RTV-1 e RTV-2. Comprendono essenzialmente polimeri siliconici, reticolanti e riempitivi oltre a additivi speciali. Le caratteristiche del processo e di vulcanizzazione sono determinate dalla combinazione tra reticolanti/polimeri siliconici e catalizzatori reticolanti; le proprietà meccaniche dipendono dalla mescolatura di riempitivi e polimeri siliconici.
I siliconi RTV-1 reagiscono con l’umidità atmosferica e polimerizzano dall’esterno verso l’interno. Mentre avviene la polimerizzazione dei silossani, la gomma diventa sempre più impermeabile a questa umidità, ostacolando quindi la polimerizzazione degli strati interni. Per tale motivo, esiste una limitazione per quanto riguarda l’altezza e la larghezza del cordolo di prodotti. Quando si considerano i tempi di polimerizzazione, è necessario tenere conto del tempo di formazione della prima ‘pelle’. I siliconi RTV-2 polimerizzano per l’intero spessore quando l’agente di polimerizzazione entra a contatto con l’intera massa del silossano. Di conseguenza presentano generalmente tempi più brevi di polimerizzazione rispetto ai siliconi RTV –1. La polimerizzazione dei siliconi genera sottoprodotti per reazione che normalmente sono volatili. Normalmente , i siliconi sono classificati in base al sottoprodotto generato durante il processo di polimerizzazione:
- Acetico : liberano acido acetico riconoscibile per l’odore caratteristico d’aceto. Creano potenziali problemi di corrosione su alcuni metalli come il rame
- Alcossici : Liberano alcol con diversi pesi molecolari normalmente metanolo.
- Amminici : Liberano ammine
- Ossimici : formule speciali che liberano ossimi, con la caratteristica esclusiva che questo sottoprodotto di reazione è nuovamente riutilizzato nella reazione di polimerizzazione . per questo motivo , si definiscono anche siliconi neutri.
Vi sono poi altri siliconi di nicchia che polimerizzano per effetto della luce UV utilizzando dei fotoiniziatori presenti nella formulazione.
Vantaggi dei siliconi
- Incollano e sigillano un’ampia varietà di materiali
- Sono prodotti molto flessibili che consentono un allungamento del 200-600%.
- Generalmente sono in grado di sopportare temperature max. sui 250 °C anche se in alcune formule resistono a picchi di temperatura di 350°C.
- Hanno elevata capacità di riempimento di giochi e tenuta.
- Buona durata. Resistente all’umidità, all’ozono, ed alle radiazioni UV.
- Ottime proprietà dielettriche
Svantaggi
- Polimerizzazione lenta, in alcuni casi lentissima
- Resistenza strutturale limitata
- In genere hanno bassa resistenza a oli, carburanti e prodotti clorurati caldi.
- Difficili da verniciare
Uso dei siliconi
Si utilizzano in genere , in un’ampia varietà di applicazioni come adesivi e sigillanti industriali nonché in edilizia.
- Incollaggio e tenuta di componenti meccanici ed elettronici
- Incollaggio di gomme siliconiche e tubazioni flessibili
- Incollaggio e tenuta in elettrodomestici
- Incollaggio e tenuta nell’industria della refrigerazione
- Tenuta ed incapsulamento di componenti elettrici (siliconi neutri)
- Rivestimento di nastri trasportatori
- Incollaggio di vetro ed arredobagno
- Tenute nell’industria chimica
- Tenute e guarnizioni per motori nell’industria automobilistica
- Sigillanti per l’edilizia
Poliuretani
I poliuretani sono polimeri basati sulle proprietà chimiche dell’isocianato. Spesso, il termine “ poliuretano” è improprio poiché soltanto una piccola parte dei giunti rappresenta veri e propri gruppi uretanici. Derivano dalla reazione dell’isocianato con l’acqua oppure con un poliolo o un’ammina , nel caso dei poliuretani a due componenti.
Gli isocianati utilizzati appartengono a due gruppi principali: aromatici (es. MDI) ed alifatici (es.TDI) molto meno usati. All’interno del gruppo degli aromatici, normalmente si impiega l’MDI per i poliuretani con moduli elevati. Il TDI è efficace soprattutto per le formule che prevedono bassi moduli di resistenza. Gli isocianati alifatici sono generalmente più stabili alle radiazioni UV.
I poliuretani monocomponenti reagiscono in presenza di umidità atmosferica (igroindurenti) e generano una gomma elastomerica. La reazione di polimerizzazione avviene dall’esterno verso l’interno, il che nuovamente limita l’altezza e la larghezza del cordolo di prodotto sui pezzi, allungandone i tempi di polimerizzazione. I poliuretani a due componenti polimerizzano perché gli isocianati reagiscono con i polioli o le ammine corrispondenti ed induriscono per tutta la sezione del giunto. Si migliora così la capacità di riempimento dei giochi, rendendo inoltre possibili velocità di polimerizzazione più elevate.I poliuretani strutturali, ad alto modulo, bagnano le superfici in maniera insoddisfacente. Per questo motivo richiedono l’applicazione preliminare di primer a base di poliuretani e silani insieme diluiti che fungono da interfaccia tra l’adesivo ed il substrato. L’uso del primer, inoltre, allunga notevolmente la durata del giunto nel tempo. I primer per poliuretani svolgono diverse funzioni che dipendono dal materiale da incollare. Le loro principali funzioni sono le seguenti:
- Inibizione e barriera chimica. Esistono alcuni materiali per i quali non si può assicurare una pulizia adeguata. Ad esempio, in alcuni tipi di legno, sono rilasciate nel tempo costantemente delle resine. Di conseguenza, in superficie comparirà sempre uno strato contaminante anche quando la superficie è stata pulita a fondo. E’ necessario allora applicare un primo strato di primer che funga da barriera chimica tra il materiale e l’adesivo applicato successivamente.
- Attivazione superficiale. Il primer consente l’incollaggio specifico dell’adesivo con il substrato, poiché contiene prepolimeri che attivano chimicamente il substrato . Questa caratteristica è essenziale per garantire la durata dei giunti.
- Protezione. E’ importante soltanto quando si incollano substrati trasparenti . Le radiazioni ultraviolette della luce del sole possono danneggiare questi giunti; onde evitare questo effetto nocivo, si applicano primer opachi (neri) ai substrati trasparenti, per evitare che la luce del sole raggiunga la zona d’incollaggio.
- Controllo della qualità. Nelle linee di montaggio, è molto difficile controllare la qualità della pulizia del substrato. Per questo motivo, spesso si applica un primer ai substrati che teoricamente non lo richiederebbero. Spesso si utilizzano i primer neri solo per praticità di verifica.
Vantaggi dei poliuretani
- Incollaggio e tenuta di un’ampia gamma di substrati
- Ottima capacità di riempimento giochi
- Rimangono flessibili tra – 40 e + 80°C
- Buona resistenza all’acqua
- Una volta applicati possono esser verniciati
- Permettono di fare sigillature molto tenaci
- Allungamenti a rottura del 400 – 600%
Alcuni svantaggi
- Polimerizzazione molto lenta
- Richiedono i primer per l’incollaggio strutturale
- Scarsa resistenza alle radiazioni UV
Principali campi d’applicazione
- Impieghi in edilizia
- Sigillatura dei vetri delle auto
- Impieghi in campo automobilistico
- Costruzione di pullman ed autocarri
- Costruzione e riparazione di rimorchi
- Costruzione di contenitori
- Costruzione di imbarcazioni
- Elettrodomestici
- Impianti di ventilazione
Altri adesivi con differenti reazioni di polimerizzazione
Poliesteri insaturi
I poliesteri insaturi (UP) polimerizzano a temperatura ambiente grazie all’aggiunta di un secondo componente o di un catalizzatore contenente acceleratori (ammine terziarie, sali di cobalto, ecc.) I perossidi nella pasta di base e l’acceleratore nel catalizzatore creano radicali liberi che sono responsabili dell’innesco della reazione di polimerizzazione che interessa catene di poliesteri e il monomero di stirene. Questi adesivi si utilizzano come basi per vernici, come primer per la preparazione del legno all’incollaggio e come adesivi di riempimento (quando sono mescolati con materiali di rinforzo, es. fibra di vetro, microcapsule piene d’aria).Come materiali di riempimento, generalmente si utilizzano per la riparazione della carrozzeria di autovetture, di radiatori, serbatoi carburante e per riempire giochi e cavità. Si impiegano anche nella formazione di adesivi termofusibili nell’industria delle calzature e dell’abbigliamento. Dal punto di vista della tecnologia di incollaggio, l’uso più interessante è incollaggio di substrati di policarbonato, sotto forma di adesivo a base solvente. I poliestere insaturi (UP) si impiegano come materiali di riempimento grazie alla loro :
- Elevata velocità di polimerizzazione, anche negli starti più spessi
- Lavorabilità
- Totale compatibilità con le vernici
Polisolfuri
Sono sigillanti elastici a due componenti in cui la resina principale tende ad essere un polisolfuro liquido e in cui si utilizza un agente ossidante come secondo componente per reticolare e polimerizzare la resina. Tuttavia , a causa dell’attuale tendenza ad evitare composti a base di piombo, al momento è più diffuso il diossido di manganese. Questo composto richiede un acceleratore al posto di un ritardante. Normalmente alla resina polisofurica si aggiunge un intensificatore incollaggio come la resina novalacca. In generale , è difficile mescolare i sistemi a due componenti. Esistono formule monocomponente che polimerizzano grazie all’effetto dell’umidità ambientale, anche se l’odore della formula ne sconsiglia l’uso. Le principali applicazioni si riscontrano in edilizia e nella sigillatura dei doppi vetri .
Resine ureiche
Le resine ureiche (U/F) sono largamente usate nella fabbricazione di cartone grigio e per la colla dei francobolli. Le resine U/F hanno anche sostituito la colla tradizionale del falegname. Probabilmente, la maggior parte del volume di queste resine è utilizzata per la produzione di chip e schede a circuito stampato. L’urea reagisce con la formaldeide mediante reazione per condensazione in presenza di un acido o di una base. Attraverso reazioni in serie in una soluzione acquosa, i liquido iniziale si addensa gradatamente. Il rapporto tra urea e formaldeide determina le caratteristiche della polimerizzazione del giunto. Se il rapporto tra urea e formaldeide aumenta di oltre 2:1, la resistenza dell’acqua diminuisce, anche se il prodotto diventa molto più conveniente economicamente.Questa può rivelarsi una caratteristica interessante , quando si fabbricano articoli monouso di carta. Benché generalmente utilizzata come ‘sciroppo’ al quale si aggiunge il catalizzatore, la mescola indurita può essere riutilizzata aggiungendo nuovamente dell’acqua. I catalizzatori utilizzati con queste caratteristiche “resinificanti” si definiscono normalmente ‘ indurenti. A causa della loro fragilità , le resine U/F non hanno la capacità di riempire grandi giochi. Richiedono l’aggiunta di un plastificante per migliora la loro capacità di colmare giochi , ma poi devono essere polimerizziate ad alta temperatura a discapito della loro resistenza all’umidità. Per ovviare questo inconveniente a volte, si utilizza la melammina.
Adesivi speciali per Alte Temperature
Negli ultimi 30 anni sono state compiute ricerche nella produzione di adesivi in grado di sopportare temperature levate. Questi materiali comprendono una serie di polimeri lineari, eterociclici ed aromatici quali i poliimmidi (PI), i polibenimidazoli (PBI) e i polibenzotiazoli. Tra tutti questi prodotti, i PI sono risultati le resine più largamente usate come adesivi o rivestimenti o componenti di materiali compositi resistenti alle alte temperature. I PI devono il loro sviluppo a molte applicazioni non militari e non adesive compresa la produzione di materiali dielettrici per collegamenti elettrici.I PI sono il risultato della condensazione di una diammina aromatica con una di anidride tetracarbossilica come la PMDA o la BTDA.. I prepolimeri lineari ottenuti sono solubili in molti solventi. La polimerizzazione finale avviene mediante evaporazione del solvente. La polimerizzazione finale avviene mediante evaporazione del solvente e condensa interna (reazione ad anello) in caso di riscaldamento a 250 – 300°C.
Alcuni svantaggi dei PI (che sono attualmente impiegati come adesivi) sono la loro fragilità, il costo elevato, le alte temperature di polimerizzazione ed i problemi derivanti dall’emanazione di solventi durante lo stadio finale di polimerizzazione. Alcune formule ad alte prestazioni richiedono temperature max. di 350°C nonché l’applicazione intermittente di elevate pressioni d’indurimento durante questo processo. Per risolvere il problema della fragilità associata alle alte temperature di transizione vetrosa di questi polimeri, si utilizzavano modificatori tipo silossani o poliammidi.Questi adesivi, noti rispettivamente col nome di silicone-poliimmidi e poliammide-immidi, rivelavano un miglioramenti nella resistenza alla pelatura ma non resistevano alle alte temperature. Nonostante la fragilità dei PI , il loro costo ed i loro problemi di lavorazione , se ne prevede un uso sempre più diffuso per incollare acciaio, leghe al nichel, grafite titanio, silice e ceramica. Molte di queste applicazioni si trovano nell’industria elettronica , che ne può tollerare i costi e richiede giunti resistenti alla temperatura.
Adesivi a due polimeri.
Composizioni basate su miscugli di resine termoindurenti con elastomeri o termoplastici sono progettate per superare le limitazioni relative agli adesivi basati principalmente su un solo componente. Così, resine sono aggiunte agli elastomeri per migliorare il mantenimento della loro appiccicosità o la loro resistenza al calore, mentre materiali termoplastici e gommosi sono mescolati con le resine termoindurenti per migliorare la deformabilità di materiali altrimenti fragili. Resine fenoliche modificate con gomme nitriliche o neopreniche sono le composizioni più importanti d’adesivi strutturali per incollaggi tra metalli e sono reperibili sotto forma di liquido, pellicola o polvere. La presenza di un elastomero, conferisce una certa elasticità all'incollaggio che porta ad una più uniforme distribuzione delle tensioni e ad una migliore resistenza a fatica. Alte pressioni di incollaggio dell'ordine di 0,7 MPa sono necessarie per combattere gli effetti dei sottoprodotti acquosi derivanti dalla polimerizzazione dei componenti fenolici. Gli adesivi fenolici al poliacetale di vinile sono largamente usati nella realizzazione di pannelli sandwich per incollare il rivestimento in metallo o in laminato alla imbottitura in nido d'ape. Questi materiali hanno buone proprietà di resistenza a taglio, pelatura, fatica e a scorrimento viscoso, ma tendono a rammollirsi ad alta temperatura. Questo tipo di adesivo è reperibile in pellicole, liquidi e polveri che richiedono pressioni di incollaggio fino a 1 MPa e temperature di cottura da 110 °C a 170 °C. Miscele di resine termoindurenti sono inoltre reperibili per quelle applicazioni per cui sono necessari adesivi strutturali resistenti al calore; resine epossidiche e fenoliche sono i componenti preferiti per gli adesivi progettati per operare con continuità a temperature superiori a 200 °C. Tali miscele presentano una notevole resistenza alla adesione e sono normalmente usate in incollaggi strutturali soggetti a forti carichi o a condizioni ambientali estreme. Le caratteristiche degli adesivi a due polimeri sono riassunte in tab. 7.tab. 5 – Adesivi elastomerici
Applicazioni
Stratificazioni di lamine metalliche o plastiche, strutture sandwich, incollaggio di guarnizioni di tenuta in espanso
Stratificazioni di materiali flessibili; incollaggio di guarnizioni in gomma nitrilica o neoprene ai metalli; lamiere verniciate nell’industria automobilistica
Applicazioni non strutturali poco caricate; applicazioni crigeniche per l’industria calzaturiera
Nastri adesivi a pressione e incollaggio di carta
Copertura di pavimenti e pareti, etichette
Sigillanti adesivi per giunti saldati; guarnizioni in gomma siliconica; sigillanti resistenti al calore; rivestimenti resistenti all’umidità e alla corrosione; applicazioni per le industrie aeronautiche ed elettroniche
Materiali normalmente incollati
Metalli, cuoio, tessili, plastiche, neoprene, laminati, decorativi, legno compensato, tessuti
Metalli, plastiche viniliche, gomma nitrilica
Metalli, gomme, plastiche viniliche, legno, tessuti
Gomma naturale, legno, feltro, carta, metalli
Tessuti, carta metallizzata, plastiche, pellicole, laminati, gomme, materiali alveolari, legno
Metalli, tessuti, gomme siliconiche e butiliche, vetro
Resistenza
All’acqua Ai solventi Agli oli
Buona
Buona
Buona
Scadente
Media
Buona
Va da scadente a discreta a moderata a buona
Discreta / buona
Discreta / buona
Scadente
Scadente
Discreta
Buona
(a freddo o a caldo)Buona
Buona
(a freddo o a caldo)Media
(a freddo);
discreta
(a caldo)Buona
(a freddo);
media
(a caldo)Buona
(a freddo o a caldo)Resistenza al taglio per un’area di (12,7x25,4) mm2 (N)
1300
(neoprene)800
(legno)500 ¸ 1900
200 ¸ 500
(gomma)200 ¸ 500
(gomma)100 ¸ 750
(metalli)Resistenza alla pelatura di un giunto largo 25,4 mm (N)
150 ¸ 200
(alluminio)60 ¸ 80
(tessuto)180 ¸ 250
(PVC)100 (gomma)
100
(gomma)25 ¸ 40
(metalli)Temperatura di esercizio (°C)
Da –40 a 70
Da –50 a 80
Da –200 a 80
Da –50 a 70
Da –40 a 70
Da –75 a 250
Indurimento
Incollaggio per contatto dopo l’evaporazione del solvente; attivazione a caldo dell’adesivo secco
Incollaggio per contatto dopo l’evaporazione del solvente; riscaldamento o riattivazione con solvente, polimerizzazione
Incollaggio per contatto dopo l’evaporazione del solvente; polimerizzazione entro 6 ore a 20°C
A caldo o a 20°C (sistemi a due componenti)
Incollaggio a caldo, indurimento a caldo o 20°C
Polimerizzazione a temperatura ambiente
Metodo di applicazione
Pennello, rullo,
a spruzzoPennello, rullo,
a spruzzoPennello, rullo,
a spruzzoPennello,
a spruzzoPennello, rullo,
a spruzzoSpatola, applicatore ad estrusione
Forme
Liquidi viscosi a base di solventi
Lattice o liquidi viscosi a base di solventi; sistemi a due componenti con catalizzatore
Dispersioni monocomponenti in solventi; paste o liquidi a due componenti
Soluzioni in solventi, lattici e tipi da vulcanizzare
Soluzioni in solventi e lattici
Liquidi viscosi e paste ad uno o due componenti
Tipo
Policloro-prene
(neoprene)Acrilo –
nitril- butadienePoliuretano
Gomma naturale
Stirene e butadiene
Silicone
Tab. 6 – Adesivi termoindurenti
Applicazioni
Principali applicazioni nella produzione di compositi in fibra di vetro; uso ridotto con metalli, legno e altri materiali
Legno compensato; incollaggio di vetro a metallo nelle lampadine elettriche; componente di adesivi a due polimeri per applica. strutturali
Legno compensato; applicazioni marine; non adatto per metalli
Legno compensato
Legno compensato, prodotti in legno, mobilio
Incollaggi strutturali in campo aeronautico, automobilistico e industriale in genere; incollaggi tra metalli
Strutture metalliche dove siano richiesti incollaggi con buon allungamento; applicazioni criogeniche
Adesivo strutturale per applicazioni ad alta temperatura; industria aerospaziale
Materiali normalmente incollati
Metalli, carta metallizzata, plastiche e legno
Metalli, vetro, legno e nylon
Legno, pannelli a fibre e compensati speciali
Principalmente legno compensato
Legno
Metalli, vetro, ceramica, plastica
Metalli, ceramiche, cemento
Metalli
Resistenza
All’acqua Ai solventi Agli oli
Buona
Buona
Buona
Buona
Buona
Buona
Buona
Buona
Buona
Buona
Buona
Buona
Buona
Buona
Buona
Buona
Buona
(a freddo), scadente
( a caldo)Eccellente
(a freddo o a caldo)Eccellente
(a freddo o a caldo)Buona
(a freddo);
discreta
(a caldo)Buona
(a freddo o a caldo)Buona
(a freddo o a caldo)Buona
(a freddo o a caldo)Buona
(a freddo o a caldo)Resistenza al taglio per un’area di (12,7x25,4) mm2 (N)
1000 ¸ 4000
550
(legno)600 ¸ 800
4500
(alluminio)5000 ¸ 9000
(metalli)5000 ¸ 9000
Resistenza alla pelatura di un giunto largo 25,4 mm (N)
Bassa
Bassa
Bassa
Bassa
Bassa
15 ¸ 20
(alluminio)10 ¸ 30
(metalli)Bassa
Temperatura di esercizio (°C)
Da –30 a 100
Da –30 a 100
Da –30 a 80
Da –30 a 80
Da –40 a 90
Da –70 a 100
Da –100 a 60
Da –40 a 280
(per brevi periodi 300)Indurimento
Polimerizzazione di resina e solvente a 20¸100°C
Polimerizzazione a caldo sotto pressione (15 minuti a 150°C e 1 Mpa)
Polimerizzazione a 20°C
Polimerizza-zione da 20°C a 120°C
Polimerizza-zione da 50°C a 90°C
Polimerizzazione da 20°C a 100°C
Polimerizzazione da 20°C a 100°C
Cottura a 250°C sotto pressione
Metodo di applicazione
Pennello e rullo
Manuale, a pennello, a spruzzo, applicazione di pellicola
Pennello e rullo
Pennello e
rulloPennello e
rulloSpatola ed applicatore ad estrusione
Spatola ed applicatore ad estrusione
Incollaggio a sandwich
Forme
Sistemi bicomponenti resina in solvente e catalizzatore
Soluzioni in solvente, polveri, pellicole
Soluzioni acquose cui è aggiunta formaldeide
Sistemi bicomponenti resina e catalizzatore
Polvere con agente di indurimento
Sistemi liquidi a due componenti
Sistemi liquidi a due componenti
Resina monocompo-nente su supporto in tessuto di vetro
Tipo
Poliesteri (insaturi)
Fenolfor-maldeide
Formaldeide resorcinica
Urea formaldeide
Melamina formaldeide
Epossidica poliammidica
Epossidica polisulfurica
Poliimmide
Tab. 7 – Proprietà degli adesivi a due polimeri
Tipo
Cottura
Resistenza a taglio per un’area di
(25,4 x 12,7) mm2 (kN)Resistenza alla pelatura
Resistenza
Pressione
(Mpa)Temp
(°C)Tempo
(min)-55°C
20 °C
80 °C
150°C
180°C
250°C
A scorrimento viscoso
Al-
l’acquaAgli oli
Ai solventi
Fenolici
nitrilici0,018¸1,5
150¸200
5¸60
8¸10
5¸13
3,5¸6
0,9¸4
0,5¸3
Eccellente
Buona
Buona
Buona
Buona
Fenolici
al poliformale
vinilico0,035¸1,5
120¸170
30¸100
5¸6
5,5¸11
2¸9
0,2¸3
0,2¸1
Buona
Eccellente
Eccellente
Eccellente
Eccellente
Epossidici poli-
ammidiciContatto
20¸100
30¸800
0,8¸6
5¸9
0,5¸2
Media
Da scadente a
buona
(100°C)Da moderata a
buonaEccellente
Eccellente
Fenolici
epossidici0,01¸1
150¸200
30¸60
3¸10
6,5¸11
6,5¸11
1¸7
0,5¸4
0,2¸1,5
Da scadente a media
Eccellente
Eccellente
Eccellente
Eccellente
Aspetti del processo di incollaggio
L'incollaggio produce spesso giunti che sono più affidabili in esercizio e più economici di quelli eseguiti con i collegamenti convenzionali. Tutta- via si possono raggiungere ottimi risultati solo ponendo la massima cura in ciascuna delle seguenti fasi dei processo di incollaggio tra loro strettamente interdipendenti.- Progettazione del giunto. Bisogna fare molta attenzione nel progettare la giunzione tra le parti da incollare; un errore molto comune consiste nell'ignorare gli elementi che consentono di scegliere l'adesivo adatto fino al momento successivo a quello in cui la giunzione è stata progettata. Di conseguenza, la struttura progettata può non essere adatta all'incollaggio sia perché i componenti non possono sopportarne il processo, sia perché le tolleranze impediscono la penetrazione dell'adesivo e la formazione dei giunto. La determinazione delle tensioni, del tipo, della misura e della resistenza meccanica dell'incollaggio faranno scegliere gli adesivi adatti.
- Scelta degli adesivi. Bisogna tenere in considerazione le prestazioni richieste all'insieme incollato ed eseguire prove con materiali adatti per essere certi che il progetto del giunto e il tipo di adesivo siano adatti al caso in esame.
- Preparazione della superficie. Un trattamento preventivo alle parti da incollare deve essere preso in considerazione, dopo la scelta dell'adesivo.
- Costruzione del giunto. Questo comprende l'applicazione dell'adesivo e l'indurimento finale dell'incollaggio in condizioni controllate.
- Controllo del processo. Bisogna stabilire delle procedure di controllo di giunti campione per assicurare l'affidabilità e la sicurezza dell'incollaggio.
Ammesso che i giunti siano progettati in modo adeguato alle condizioni in cui l’adesivo viene a lavorare, le strutture incollate si dimostrano spesso più affidabili di quelle assemblate con i collegamenti meccanici convenzionali. Tuttavia le prestazioni che si richiedono ai giunti incollati sono di rado le stesse che sono richieste ai collegamenti meccanici e bisogna valutare il fatto che raramente la semplice sostituzione di un incollaggio a un giunto meccanico dà risultati soddisfacenti, specialmente dove l'adesivo deve sviluppare tutta la sua resistenza. Il progetto degli incollaggi è in gran parte una questione di buon senso, e per ottenere un incollaggio veramente soddisfacente bisogna avere in mente il tipo di giunto e la distribuzione delle tensioni. In particolare bisogna osservare queste due regole fondamentali:
- usare la massima area possibile di incollaggio per contribuire alla resistenza del giunto e
- usare una geometria favorevole per il progetto del giunto.
Effetti del diverso tipo di carico.
I giunti incollati possono essere caricati fondamentalmente in quattro modi diversi (schematizzati in fig. l); essi sono trazione, taglio, fessurazione, tenso-flessione e pelatura. Questi diversi modi di carica illustrano il principio fondamentale di usare la massima area possibile per contribuire alla resistenza del giunto. Nella sollecitazione a trazione pura, le forze sono perpendicolari al piano dell'incollaggio e sono distribuite uniformemente su tutta la superficie. L'intero giunto, compreso lo strato adesivo, è sotto tensione contemporaneamente, e ogni parte del giunto regge né più né meno che la sua frazione di carico. In pratica non è sempre possibile essere certi che il giunto sia sollecitato sempre a trazione pura; se il carico non è applicato al centro del giunto la distribuzione delle tensioni diventa ineguale e il cedimento dell'incollaggio è più facile. Per prevenire una distribuzione non uniforme delle tensioni, le parti da incollare dovrebbero essere spesse e non soggette a flessione sotto carico.
Nella sollecitazione a taglio, la tensione è distribuita, anche se non uniformemente, su tutto il giunto, cosicché tutta la parte incollata lavora contemporaneamente. In questo caso, la tensione è parallela all'incollaggio in modo che la superficie incollata è usata in maniera più vantaggiosa per fornire un incollaggio economico che sia il più resistente possibile alla rottura. A causa di questi vantaggi pratici, questo tipo di giunto è uno di quelli usati più di frequente.
Nella sollecitazione a tenso-flessione, a causa dell'eccentricità della trazione o dell'applicazione di un momento, la tensione non è distribuita uniformemente, ma concentrata su di un lato del giunto. Per il fatto che è necessaria una superficie di incollaggio più ampia di quella richiesta dalla sollecitazione a trazione o a taglio, questo tipo di giunto non è consigliabile.
Se il giunto è sollecitato a pelatura, la tensione è concentrata in una linea sottile sul bordo del giunto e una concentrazione di tensione viene così ad essere collocata alle estremità dell'incollaggio, in modo tale che, salvo che il, giunto sia molto ampio o il carico piccolo, l'incollaggio sarà facilmente soggetto a cedimento. Una quantità ancor minore di adesivo che non nel giunto a tenso-flessione contribuisce alla resistenza al carico e infatti bisognerebbe evitare entrambi questi tipi di incollaggi ovunque sia possibile.Geometria del giunto.
Ci sono, d'altra parte, complicazioni aggiuntive nella progettazione di un giunto, dal momento che accade raramente che in pratica un giunto sia sottoposto ad un solo genere di tensioni, ma piuttosto ad una combinazione di tipi diversi. Talvolta, per esempio, una distorsione delle parti da incollare induce tensioni secondarie, e in questi casi diventa estremamente importante un’adatta geometria del giunto. I giunti a sovrapposizione sono stati studiati in modo molto dettagliato e sono i più comunemente usati. Sottoporre un giunto a semplice sovrapposizione ad una forza di trazione causa una distribuzione non uniforme delle tensioni, schematizzata in fig. 2, che indica la presenza di picchi di tensione ad entrambi i lati della sovrapposizione. Queste concentrazioni di tensione sono causate dalla differenza di tensione tra la superficie del giunto e la colla, e dalla flessione delle superfici sovrapposte sotto forze applicate in modo eccentrico. I picchi di tensione sono ridotti al minimo per gli elastomeri con bassissima rigidezza, ma aumentano man mano che diminuisce la flessibilità dell'adesivo dato che le parti da incollare non possono più essere schematizzate come elementi rigidi. Carichi eccentrici, che sono tipici di giunti a sovrapposizione flessibili, producono tensioni di flessione nell'incollaggio. Le superfici incollate tendono alla pelatura là dove il momento flettente è apprezzabile, dal momento che la forza normale all'inclinazione della superficie esterna alla linea di incollaggio ha un effetto distruttivo che aumenta con l'aumentare della flessione del giunto. La resistenza dell'incollaggio non aumenta proporzionalmente con la lunghezza di sovrapposizione, ma raggiunge un valore limite per grandi valori di quest'ultima e non è neppure proporzionale all'area di sovrapposizione, dal momento che giunti a sovrapposizione con una superficie identica non hanno gli stessi valori di robustezza. La fig. 3 mostra come la robustezza di un giunto a sovrapposizione, per un particolare accoppiamento materiali del giunto - adesivo di- pende dalla larghezza e dalla lunghezza di sovrapposizione. Un aumento della larghezza nel giunto porta ad un aumento proporzionale della resistenza, ma aumentare la lunghezza di sovrapposizione al di sopra di un certo limite non porta a miglioramenti significativi.
Un tipico grafico che mostra come la capacità di carico di un giunto diminuisca al crescere dei rapporto tra la lunghezza di sovrapposizione e lo spessore della parte incollata è riportato in fig. 4. Bisogna tener presente che vale soltanto per una particolare combinazione di condizioni di incollaggio, riguardanti l'adesivo usato e il materiale
di cui sono composte le parti da incollare, il tipo di preparazione della superficie e le condizioni di trattamento, lo spessore della colla e le condizioni di esercizio attuate durante la prova. Cambiando anche soltanto uno qualsiasi di questi fattori il grafico perde ogni validità. E’ chiaro che per un determinato materiale da incollare e il relativo adesivo c'è uno spessore del substrato ottimale oltre il quale il processo di incollaggio diventa antieconomico. Un altro fattore che determina la robustezza a taglio dell'incollaggio è lo spessore della colla. In linea di massima la robustezza maggiore è ottenuta con uno strato sottile di adesivo termoindurente nel campo dei 0,025-0,1 mm. La teoria dell'elasticità porterebbe alla conclusione che strati più spessi dovrebbero essere più resistenti di quelli sottili, mentre l'esperienza dimostra che è vero l'opposto. Nel caso di adesivi rigide e fragili, la discrepanza è attribuita alla non uniformità delle tensioni. La concentrazione delle tensioni secondo la teoria dell'elasticità è descritta dal coefficiente adimensionale I2 G/Esd, dove I è la lunghezza della sovrapposizione, G è il modulo di elasticità tangenziale dell'adesivo, E è il modulo elastico delle parti da incollare, s il loro spessore e d lo spessore dello strato di adesivo. De Bruyne (1967) ha suggerito che a parità dei valori delle altre variabili, la quantità s/l è un utile parametro per confrontare la resistenza del giunto. La fig. 5 mostra come la resistenza a taglio di giunti a sovrapposizione di alluminio di vario spessore dipenda dalla lunghezza della sovrapposizione. Dato un sistema adesivo - parti da in- collare, semplici giunti a sovrapposizione preparati in condizioni paragonabili e aventi lo stesso spessore totale del giunto avranno valori paragonabili di resistenza a taglio se il fattore di incollaggio s/l è simile. Da fig. 5 risulta evidente che per avere lo stesso fattore di incollaggio s/l e una resistenza a taglio simile rispetto ad un giunto con spessore della lamiera pari a 0,5 mm e una lunghezza di sovrapposizione di 10 mm (s/l = 0,05), un giunto tra lamiere da 1 mm deve avere una lunghezza di 22 mm.Poiché la resistenza media a rottura di un giunto a semplice sovrapposizione è determinata dai valori massimi della tensione alle estremità d’incollaggio, sono state introdotte modifiche nel disegno per migliorare l'uniformità delle tensioni. Modifiche pratiche delle caratteristiche di un giunto a sovrapposizione, che si sono mostrate in grado di migliorare la resistenza, sono mostrate in fig. 6 (a) - (k). Per esempio, il giunto ad ammorsatura (k) consente o di eliminare o di compensare gli effetti di un carico eccentrico e di tensioni non uniformi. Questo tipo di giunto è costoso da realizzare ed è adatto per l'incollaggio di lamiere spesse. In tali giunti, le parti da incollare devono essere lavorate con buona precisione e l'angolo d’inclinazione dipende (1) dai materiali che lo compongono, (2) dagli adesivi impiegati e (3) dal fatto che il giunto sia soggetto a tensione o a compressione. In generale inclinazioni di almeno 1 : 12 sono comuni per incollaggi di legno o di compensato sotto tensione, ma l'inclinazione è aumentata a 1 : 5, se sono presenti sollecitazioni di compressione.


Giunti ad ammorsatura sono importanti soprattutto nelle strutture in legno, dove non è insolito usare le varianti a pettine o a gradini per rendere il giunto autoallineante.
Vantaggi e svantaggi simili a quelli che si ottengono con gli incollaggi ad ammorsatura si possono avere con il tipo a sovrapposizione rastremata (b), mentre il giunto a sovrapposizione a livello (c) ha proprietà di resistenza anche migliori. Giunti a doppia sovrapposizione danno collega- menti affidabili a basso costo. Incollaggi con semplici coprigiunto uniscono le caratteristiche dei tipi di testa ed a sovrapposizione; di questi il tipo a doppio coprigiunto (h) è da preferirsi per la robustezza ed è paragonabile al tipo ad ammorsatura (j) che può richiedere costose lavorazioni di macchina, se non è reperibile il profilo giusto. Buona resistenza meccanica unita ad alti costi di lavorazione sono caratteristiche anche degli incollaggi a doppio coprigiunto a gradino (l).
Disegni di giunti che rendono minimo il rischio di pelatura sono schematizzati in fig. 7. Mentre è possibile usare adesivi con una buona resistenza

alla pelatura, questa proprietà è ottenuta normalmente a scapito della resistenza a trazione. I giunti di testa, sebbene siano più facili da realizzare di quelli a sovrapposizione, sono sensibili a qualsiasi coppia che si sovrappone alla sollecitazione di trazione e alla mancanza d’uniformità nello spessore della colla. Le superfici incollate sono piccole, e dal momento che la resistenza dei componenti è superiore a quella dell'adesivo, la capacità di trasmettere carichi in tensione, compressione, o torsione è limitata alla resistenza dell'adesivo. La fig. 8 mostra la distribuzione delle tensioni in un giunto di testa sotto carichi assiali e non assiali. Essa è uniforme solo se non c'è deformazione laterale sotto tensione dell'adesivo o delle parti da incollare - o se essi si deformano allo stesso modo.
Esempi di semplici giunti di testa per incollare fogli spessi, barre e tubi sono illustrati in fig. 9.
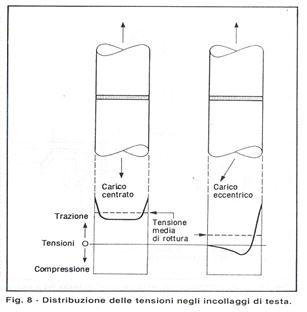
 Il giunto ad angolo incollato di testa illustrato in fig. 10 è facile da costruire, ma è adatto solo per incollaggi sottoposti a bassi carichi. I giunti ibridi di testa e a sovrapposizione, illustrati nella stessa figura, hanno caratteristiche migliori. Altri schemi adatti per incollare barre, tubi e incastri sono mostrati in fig. 11.
Il giunto ad angolo incollato di testa illustrato in fig. 10 è facile da costruire, ma è adatto solo per incollaggi sottoposti a bassi carichi. I giunti ibridi di testa e a sovrapposizione, illustrati nella stessa figura, hanno caratteristiche migliori. Altri schemi adatti per incollare barre, tubi e incastri sono mostrati in fig. 11.

cui le lamiere abbiano uno spessore sufficiente. In fig. 12 sono illustrati giunti adatti per incollaggi basati su materiali rigidi e flessibili o su due materiali flessibili. I giunti (a) e (c) sono progettati in modo inadatto e sono soggetti alla pelatura, mentre (b) e (d) sono progettati per resistere a taglio. In aggiunta ai tipi di giunto già descritti, determinate combinazioni di incollaggio e collegamento meccanico possono far superare alcune delle limitazioni del solo incollaggio; così bulloni e rivetti possono effettivamente prevenire la pelatura o la fessurazione nei giunti incollati. La resistenza a rottura di un giunto composito è data dalla capacità di carico del collegamento metallico, mentre l'incollaggio allevia una parte del carico sul giunto. Là dove il collegamento meccanico è volto a contribuire alla robustezza del giunto, rivetti pieni o punti di saldatura non sono consigliabili. L'uso di rivetti pieni crea di solito una rigidità indesiderabile del giunto, perché essi lasciano poco o niente interessati alla trasmissione dei carichi (fig. 13).


Scelta dell’adesivo
Il progettista non dovrebbe scegliere un adesivo per una determinata applicazione senza prima aver consultato i fabbricanti di adesivi o altri specialisti che sono più qualificati a indicare come ogni specifico adesivo si comporti con i materiali da costruzione. Gli adesivi non si comportano mai come materiali indipendenti, ma formano parte integrante del giunto; il loro comportamento interagisce notevolmente con quello dei materiali con cui vengono in contatto e le loro prestazioni dipendono sempre dall'ambiente. In alcuni casi, può essere possibile scegliere l'adesivo specifico sulla base delle precedenti esperienze, ma una tale scelta è sempre suscettibile di essere insoddisfacente dal momento che non ci sono regole assolute che consentano la scelta definitiva di un determinato adesivo per una particolare applicazione.
Nota: in generale due materiali qualsiasi possono essere incollati tra loro se dal grafico risulta che essi sono compatibili con lo stesso adesivo.
Per di più, tipi di adesivi fondamentalmente simili differiscono nella formulazione fino al punto di portare a diverse aree di applicazione e a tecnologie di incollaggio diverse.
La puntualizzazione dei problemi di un incollaggio è un passo essenziale per la scelta di un adesivo per una data applicazione. I fattori, elencati a fianco, da tenere in considerazione nella scelta di un adesivo dovrebbero aiutare il progettista nella sua discussione con lo specialista di adesivi.
La fig. 14 mostra i tipi di adesivi adatti ad una vasta gamma di materiali.Preparazione della superficie
La resistenza del giunto dipende dalle forze di coesione che si sviluppano tra l’adesivo e le parti da incollare, e dall’area della superficie dell’incollaggio su cui esse si esercitano. L’adesione avviene in una zona di interfaccia di dimensioni molecolari dove l’adesivo incontra la parte da incollare, e può essere ridotta dove siano presenti contaminazioni o strati di superficie debolmente aderenti. Ne consegue che le superfici da incollare devono essere accuratamente pulite e modificate fino a raggiungere la condizione adatta prima dell'incollaggio. La preparazione della superficie può essere critica per la durata dell'incollaggio, anche se la robustezza iniziale del giunto è soddisfacente con superfici non trattate.
La scelta del trattamento deve essere determinata dalla natura e dalle condizioni dei materiali da incollare, dal tipo di adesivo, dalla funzione del giunto e dalle esigenze di resistenza, dalle condizioni ambientali e dai fattori economici. Talvolta è sufficiente una rapida e semplice pulitura con un solvente, quantunque possa essere necessaria una pulitura multipla molto lunga e un trattamento chimico. In generale, lo scopo della preparazione della superficie è di assicurare affidabilità al giunto e prevenire un cedimento prematuro. Un primo passo per una buona adesione è assicurarsi che la superficie da incollare sia libera da ogni traccia di sporco, polvere, grasso, umidità, prodotti di corrosione ed altri agenti contaminanti. Bisognerebbe anche assicurare l'uniformità della superficie. Spesso materiali porosi come i metalli sono sgrassati, dapprima con solventi e poi con ulteriori trattamenti in un detergente alcalino per fare un'emulsione e rimuovere gli agenti contaminanti non solubili con il solvente. Soluzioni alcaline senza moderatore sono convenienti con metalli ferrosi e leghe di titanio e di rame, ma l'uso di un moderatore è necessario con l'alluminio per prevenire l'attacco chimico. Liquidi come il tricloroetilene, l'acetone, il toluene e l'alcool isopropilico sono comunemente usati per sgrassare applicandoli con un tampone o mediante bagni di vapore. Mediante applicazioni manuali è consigliabile risciacquare con solvente pulito le parti strofinate con lo straccio per evitare che lo sporco si depositi nuovamente. La sgrassatura a vapore è il metodo di pulitura migliore e un'immersione di un minuto in vapori di tricloroetilene normalmente è sufficiente per sgrassare completamente i metalli. Quando si usano solventi clorurati a lenta asciugatura, bisogna lasciare asciugare le parti trattate per 2 ore a 25 °C o 15 minuti a 90 °C, dal momento che parti- celle residue di solvente possono impedire l'indurimento dell'adesivo. Lo sgrassaggio di solito è sufficiente per adesivi a bassa resistenza, ma sono essenziali ulteriori trattamenti per gli incollaggi ad alta resistenza associati con adesivi strutturali. Un primo metodo consiste nell'aumentare la superficie di incollaggio per mezzo dell'abrasione con carta vetro o carta abrasiva, o meglio la granigliatura o la sabbiatura. Sono reperibili numerosi abrasivi per i processi di granigliatura, la scelta essendo dipendente dai materiali e dall'attrezzatura disponibile. Allumina, quarzo e carborundum sono adatti per acciai e leghe leggere. Generalmente si ottengono i risultati migliori usando graniglia a spigo- lo vivo, mentre corpuscoli arrotondati come palline di ferro o di vetro non sono adatti, dal momento che tendono a creare una superficie martellata. Bisognerebbe evitare l'uso di graniglia di ferro appuntita con le leghe leggere, poiché qualsiasi penetrazione dell'abrasivo nella lega stessa può portare a corrosione metallica. I processi abrasivi a secco producono inevitabilmente sulla superficie della polvere che deve essere rimossa prima dell'incollaggio. La sabbiatura ad umido è più conveniente e si può risciacquare a spruzzo per rimuovere i residui di polvere. L'uso di acqua limita la scelta dei metalli che possono essere trattati con questa tecnica. L'acqua usata per la sabbiatura ad umido dovrebbe essere sufficientemente pura per combattere la corrosione e prevenire il deposito di sali residui durante l'asciugatura. L'abrasione meccanica è, in generale, meno uniforme e più difficile da controllare dei trattamenti chimici, poiché di solito produce una superficie ruvida dove possono penetrare liquidi e agenti corrosivi. Dopo il procedimento iniziale di pulitura, gli incollaggi ad alta resistenza tra metalli normalmente richiedono anche un trattamento chimico volto a rimuovere un insoddisfacente strato superficiale come scaglie di ossido o a creare uno strato adatto sulla superficie. Generalmente i procedimenti chimici o elettrochimici di preparazione superficiale sono più economici e producono una superficie più uniforme, e permettono di ottenere un incollaggio più affidabile di quello che si potrebbe ottenere con l'abrasione meccanica. Questi trattamenti comprendono l'uso di reagenti acidi o alcalini che vanno da quelli deboli a quelli forti. Anche la purezza dell'acqua costituisce un aspetto importante dei processo chimico e molti problemi relativi all'incollaggio possono essere causati da impurità presenti nel risciacquo finale. Per il risciacquo finale sia nei processi chimici sia in quelli di abrasione meccanica, bisogna usare acqua che abbia un grado di purezza tale da rientrare nei limiti indicati nella norma BS 3978. La temperatura dell'acqua di risciacquo dopo il trattamento è critica per molti metalli e non dovrebbe superare i 65 °C salvo che si sia accertato che si possono ottenere incollaggi soddisfacenti anche con temperature più alte. Le variazioni di temperatura e di concentrazione delle soluzioni dovrebbero essere il più possibile costante. Quando si usano acidi caldi, le vasche di decapaggio devono essere rivestite con piombo o gomma, e un buon sistema di mescolamento è importante per assicurare una distribuzione costante della concentrazione del reagente e della temperatura. Nell'appendice sono indicati esempi di trattamenti chimici per l'alluminio, il rame, il magnesio, l'acciaio, il titanio, lo zinco e le loro leghe che sono adatte per gli adesivi strutturali. Ulteriori informazioni sulla pulitura, l'abrasione e i processi chimici per i metalli sono reperibili nella BS CP 3012.Materiali plastici
La preparazione della superficie è necessaria per molte materie plastiche che sono tra i materiali più difficili da incollare. A parte l'irruvidimento della superficie mediante abrasione per aumentare l'adesione meccanica, i trattamenti per le materie plastiche hanno generalmente lo scopo di rimuovere gli agenti contaminanti e gli strati superficiali debolmente aderenti, assieme alla formazione di superfici dotate di maggior energia di legame e con maggior affinità per gli adesivi polari. Le superfici delle materie plastiche hanno energie di superficie più basse di quelle dei materiali bagnabili dall'acqua, come il vetro e i metalli, e questo impedisce spesso all'adesivo di inumidire la superficie in maniera sufficiente per una buona adesione.
Per le plastiche che hanno superfici molto polari - come le epossidiche e le poliestere - si possono realizzare buoni incollaggi pulendo con solventi, con l'abrasione per mezzo di carta abrasiva o con la sabbiatura con abrasivo fine. Questo tipo di trattamento può efficacemente rimuovere gli agenti antiaderenti trovati sulle superfici di parti stampate o di laminati, che altrimenti causerebbero uno strato debole all'interfaccia. Materiali plastici che contengono plasticizzanti soggetti a migrazione o agenti antiaderenti come gli stearati non sono normalmente adatti all'incollaggio. Tuttavia l'attivazione per mezzo di solventi o del calore può talvolta rimuoverli o causarne l'assorbimento in un adesivo con cui essi siano compatibili. Certi adesivi non sono intaccati dalla migrazione di plasticizzanti, come è esemplificato dall'uso degli adesivi a base di gomma nitrilica e poliuretanica per incollare materiali vinilici plasticizzati.
Dal momento che le loro energie di superficie so- no più basse di quelle dei solventi o degli adesivi, le materie plastiche non polari, come i polialcheni e i fluorocarburi, presentano particolari difficoltà all'incollaggio. Sono stati sviluppati trattamenti più rigorosi per questi materiali per favorirne l'adesione portando il substrato ad una più alta energia di superficie. Tra i diversi mezzi che sono stati impiegati per apportare modifiche alla superficie, vi sono:- L'abrasione per rimuovere lo strato superficiale poco coerente e portare alla luce il sotto- stante strato dotato di maggior coesione;
- trattamenti chimici che ossidino la superficie o producano una rugosità microscopica;
(3) attivazione con ioni gassosi mediante una scarica elettrica (plasma);
(4) ossidazione per esposizione alla fiamma. L'ossidazione chimica e i trattamenti a plasma danno di solito risultati superiori dell'abrasione nell'aumentare la resistenza dell'incollaggio, alla pelatura e al taglio, di queste materie plastiche. Una combinazione di processi chimici ed abrasivi è spesso un buon mezzo per avere una adesione migliore di quella che si può ottenere con un solo trattamento.Di solito i materiali termoplastici si possono in- collare usando uno dei loro stessi solventi, specialmente quando esso si combina con il solvente per fornitura il suo proprio adesivo. Il procedi- mento normale consiste nell'imbevere le superfici finché non hanno assorbito il solvente e quindi unirli in modo che avvenga la fusione. Bisogna evitare solventi troppo potenti o volatili, altrimenti screpolature dell'incollaggio potranno verificarsi durante l'evaporazione dei solvente. La fornitura di calore per favorire l'evaporazione del solvente contribuisce ad ottenere la massima robustezza dell'incollaggio. In appendice sono brevemente illustrati efficaci trattamenti per le materie plastiche che sono rappresentativi dei metodi descritti. Altre fonti di informazione sono elencate nella bibliografia (Henderson 1965, Martin 1967, Shields 1970).
Tecniche di incollaggio
Il metodo di applicazione dell'adesivo ai materiali da incollare, dopo la preparazione della superficie, richiede molta cura qualora si richieda un incollaggio che offra ottime prestazioni. Tecniche di applicazione condotte in modo inadeguato hanno spesso come conseguenza degli incollaggi poco resistenti. I metodi adatti portano alla distribuzione di un uniforme strato di adesivo del giusto spessore e questo può essere ottenuto mediante diversi processi. Nel caso di pellicole adesive, le loro caratteristiche limitano il metodo di applicazione al collocare la pellicola tra le parti da incollare. Per gli adesivi liquidi, i metodi di applicazione più comuni sono i seguenti:
A pennello. Questa tecnica di solito non è adatta per una produzione rapida, dal momento che il controllo dello spessore della pellicola di adesivo è limitato e lo strato è generalmente irregolare e contiene gocce. Pennelli rigidi consentono i rivestimenti migliori.
Ad aspersione. Sono reperibili in commercio applicatori a pressione per adesivi con solvente o per i tipi a fusione a caldo che estrudono l'adesivo sulla superficie da incollare. Questa tecnica è adatta per lavori di montaggio rapido e rispetto ai metodi di applicazione a pennello consente un controllo migliore. Per l'applicazione dei tipi a fusione, gli applicatori generalmente sono dotati di ugelli della forma adatta per controllare l'estrusione. Per lavori di piccolo assemblaggio sono frequentemente usate come applicatori siringhe ipodermiche.
A rullo. Questa tecnica è invariabilmente usata per la fabbricazione di laminati. L'adesivo è raccolto da un recipiente per mezzo di un rullo parzialmente immerso. Le lamine sono ricoperte con continuità mentre sono fatte passare attraverso rulli a pressione che possono essere regolati per controllare lo spessore dello strato di adesivo. Questo metodo è particolarmente adatto per laminati di grande superficie ed è il metodo più veloce per la produzione.
A spruzzo. Gli adesivi a base di solventi a bassa viscosità possono essere spruzzati con una attrezzatura del tipo di quelle usate per spruzzare la vernice. Questa tecnica assicura uno strato più uniforme di quello che si ottiene a pennello o ad aspersione. Bisogna aver cura di provvedere ad una adeguata aspirazione dei vapori ed alla ventilazione per evitare pericoli per gli operatori derivanti dai vapori dei solventi.
Assieme ai metodi di applicazione bisogna considerare la preparazione dell'adesivo prima dell'uso. Gli adesivi per evaporazione del solvente generalmente sono già pronti per l'uso. I tipi multicomponenti a indurimento chimico di solito devono essere mescolati precedentemente, in proporzioni definite, e questo costituisce un procedimento in più nella linea di produzione. I sistemi con resine a due componenti si possono mescolare manualmente o per mezzo di apparecchiature che misurano una quantità adeguata dei
due componenti e la mescolano prima di spanderla. I mescolatori meccanici sono necessari quando si ha una grossa quantità di adesivo da mescolare, poiché molte reazioni di indurimento sono esotermiche. Il calore generato dalla reazione dovuta al mescolamento può provocare l'indurimento prima dell'applicazione e in genere l'arco di tempo durante il quale si può usare la miscela è di poche ore. L'uso di piatti poco profondi per il mescolamento e basse temperature permette di superare in parte questo limite, minimizzando gli effetti dello sviluppo di calore. Per le produzioni in grande serie esiste una vasta gamma di costo- se apparecchiatura capaci di fare automatica- mente le operazioni di misurazione, mescolatura e applicazione in base ai requisiti. Sono state messe a punto tecniche automatiche di alimentazione che assicurano la deposizione di una quantità accuratamente determinata di adesivo su una certa superficie in un determinato momento.
Metodi di incollaggio
Per assemblare giunti incollati esistono molti metodi che possono essere modificati in base a particolari esigenze di produzione. Le tappe del procedimento che sono comuni a tutti i metodi sono le seguenti:
(1) liquefazione dell'adesivo durante il processo per assicurare che la superficie sia bagnata e favorire il contatto;
(2) rimozione dei componenti dell'adesivo non voluti come solventi e acqua;
(3) applicazione di pressione sul giunto durante il trattamento assicurare il contatto delle parti incollate.L'indurimento di un adesivo - ottenuto per perdita di solvente, reazione chimica, o solidificazione - è il processo per mezzo del quale esso solidifica. Con i tipi di adesivo a solvente, l'incollaggio avviene soprattutto in seguito alla perdita di parti volatili. Negli incollaggi di materiali porosi, di solito è sufficiente bloccare le parti insieme finché l'evaporazione del solvente è completa. Con i materiali non porosi, il solvente è fatto evaporare prima dell'unione delle due parti per lasciare un rivestimento adesivo. Le superfici appiccicose possono quindi essere incollate per contatto dopo essere state attivate dal calore o da una leggera applicazione del solvente. Gli adesivi che induriscono per azione chimica richiedono processi più specifici. I processi di trattamento dipendono dal tempo e dalla temperatura; spesso si deve esercitare anche una certa pressione per impedire che i sottoprodotti dell'indurimento causino crepe nell'incollaggio. L'applicazione di calore serve ad accelerare l'indurimento e è fornito da attrezzature quali forni, bagnomaria, lampade, stampi scaldati elettricamente o a vapore, oppure elementi conduttori posti dentro l'incollaggio.
Recenti tecniche per ottenere rapidi riscaldamenti localizzati includono il riscaldamento per induzione o con microonde che sono particolarmente efficaci con le resine termoindurenti impiegate sul legno. Talvolta i metalli da incollare possono essere usati come elettrodi per riscaldamento per resistenza o, alternativamente, elementi di resistenza metallici o di grafite possono essere incorporati nel giunto. L'attivazione a ultrasuoni è un altro trattamento particolarmente adatto ai materiali termoplastici; le vibrazioni ad alta frequenza nelle parti metalliche generano calore per attrito all'interfaccia del giunto. Nelle grandi strutture è importante lasciare il tempo necessario affinché la colla raggiunga la temperatura necessaria all'indurimento in ciascun ciclo di lavorazione. Un'accurata progettazione del giunto in molti casi permette alle parti da incollare di rimanere posizionate da sole, mentre l'uso di nastri adesivi o punti di saldatura è un altro metodo per eliminare la necessità di usare uno scalo di montaggio durante il trattamento.
La necessità di esercitare una pressione durante l'indurimento è determinata dal tipo di adesivo usato. La pressione, che può superare 1,2 MPa, deve essere applicata uniformemente sull'intera area da incollare durante il ciclo di indurimento. Pellicole adesive indurenti a caldo, in particolare, richiedono pressione per indurre l'adesivo a fluire, mentre una pressione insufficiente porta a incollaggi a chiazze con bassa resistenza con occlusioni d'aria. La fluidificazione dell'adesivo è meno critica per l'incollaggio delle strutture a nido d'ape in cui l'obiettivo è la formazione di filetti di adesivo sui bordi e generalmente una pressione di 0,35 MPa è sufficiente per l'incollaggio della imbottitura. Bisogna evitare una pressione eccessiva dal momento che essa produce tensioni nel giunto, che fanno diminuire la resistenza a rottura dell'incollaggio. Per determinati adesivi le pressioni da esercitare durante l'incollaggio sono specificate dal fabbricante e devono essere osservate scrupolosamente. Le attrezzature per esercitare una pressione costante ed uniforme fanno uso di presse, sacchetti di sabbia o di graniglia, morse, sacchi a vuoto e autoclavi.Prove sugli incollaggi
Sono stati sviluppati alcuni metodi di prova standardizzati per determinare le caratteristiche di resistenza di un adesivo ed essi consentono inoltre di verificare la validità dei procedimenti usati per fare gli incollaggi. Nondimeno la mancanza di tecniche soddisfacenti per una valutazione delle proprietà del giunto rimane uno degli svantaggi degli incollaggi per la produzione in serie.
I dati ottenuti dai metodi di prova sono principalmente utili per paragonare le prestazioni di diversi adesivi prima di sceglierne uno per un determinato scopo. Il progettista dovrebbe rendersi conto che i provini raramente simulano la configurazione reale di un incollaggio e di conseguenza non ci si può fidare dei risultati sperimentali per fare previsioni sulle prestazioni del giunto in servizio. Simili considerazioni si devono applicare a provini ottenuti dalla struttura, in quanto loro difficilmente sono rappresentativi dell'intera struttura. I dati sulle prestazioni citati sono frequente- mente più una verifica dei metodi di prova e delle parti da unire che non dell'adesivo.Prove distruttive
I tipi di provini che si possono usare per il controllo della qualità con prove distruttive sono :- provini standard per prove a trazione, taglio, pelatura e fessurazione che possono non avere corrispondenza nel giunto finale;
- campioni meccanici rappresentativi che riproducono incollaggi nella loro configurazione reale;
- giunti reali.
Sebbene il terzo tipo di prova sia da ritenersi il migliore, viene di solito scartato perché comporta la distruzione di un giunto reale.
Prove del tipo (1) sono largamente usate e rispondono alle necessità di semplicità e basso costo di fabbricazione. Costruendo e trattando i provini contemporaneamente con i giunti, i risultati della prova danno una indicazione sull'affidabilità del processo di incollaggio. Analoghe considerazioni si possono fare per la seconda categoria di provini. Le procedure per provare campioni di dimensioni standard sono soggette ad una serie di norme contenute in una tabella BS riportata in fondo al testo.Prove non distruttive
L'obiettivo dei metodi di prova non distruttivi è determinare se l'incollaggio è soddisfacente senza distruggerlo. Queste procedure sono state di recente fatte oggetto di molte ricerche e ci sono ancora molte tecniche da mettere a punto. I metodi che sono stati adottati per controllare gli incollaggi comprendono:- prova di carico, in cui la struttura è sottoposta ad un carico del tipo e dell'intensità di quello che deve sopportare in esercizio;
- prove acustiche, che si basano sul principio che in un incollaggio le inclusioni d'aria emettono un suono diverso dal collante;
- prove ultrasoniche, che sono simili alla prova acustica, ma implicano l'uso di suoni ad alta frequenza con rivelazione strumentale delle variazioni;
- ispezione termica a raggi infrarossi, per individuare i vuoti per mezzo di misuratori radiometrici ed emissione di infrarossi dalle superfici accostate delle parti da incollare;
- l'ispezione visiva dell'aspetto dell'incollaggio in giunti trasparenti o, alternativamente, l'uso del controllo per punti sullo spessore della colla con un micrometro.
Una tecnica recente consiste nell'evidenziare con cristalli liquidi le variazioni di temperatura che si hanno in corrispondenza dei difetti di incollaggio quando il giunto è riscaldato.
Applicazioni industriali degli incollaggi
Le industrie di imballaggi, legname e calzature costituiscono i maggiori utenti di adesivi, ma so- no in atto notevoli progressi per l'incollaggio di parti strutturali nell'industria aerospaziale. Gli adesivi non strutturali hanno un potenziale talmente illimitato che è quasi impossibile esaminarne tutte le applicazioni. L'uso degli adesivi in campo automobilistico e nella strumentazione è stato vastamente recensito dall'autore (Shields 1971) ed in riviste e libri di recente pubblicazione sono discusse altre applicazioni nel campo dell'ingegneria.
Qui di seguito sono riassunti alcuni esempi di campi in cui è vantaggioso usare l'incollaggio come metodo di collegamento:Applicazioni Descrizione
Materiali dissimili Combinazioni di metalli, plastiche , vetro, gomme, legno ecc..
Laminati Laminati decorativi e di altro tipo in plastica, legno e metalli, strutture sandwich e a nido d’ape; circuiti stampati, nuclei laminati di motori elettrici e trasformatori;
Assemblaggi Strutture sollecitate in aerei, industrie automobilistiche, navali e di ingegneria
strutturali civile;Giunti a tenuta Tubazioni, coperchi di recipienti, guarnizioni in pressione, chiusura di scatole;
Componenti Pellicole sottili e lamine, minuterie di strumenti, materiali sensibili al calore,
delicati posizionamenti di precisione di componenti;Inserti incollati Prigionieri, rivetti, alberi, unione tra rotori concentrici, inserti di metallo nella plastica, costruzione di telai, giunti tra tubi, incastri;
Collegamenti Nastri a pressione per etichette, mascheratura e fissaggio di parti.
temporaneiQueste applicazioni indicano le potenzialità degli adesivi, che possono essere usati come materiali da costruzione in aggiunta ai loro ruoli tradizionali. I progettisti sono stati ostacolati in una certa misura dalla scarsità delle informazioni sulle proprietà degli adesivi per scopi ingegneristici. In passato la tendenza è stata quella di sceglierli sulla base della loro convenienza per la produzione piuttosto che per le loro prestazioni. Nondimeno, a dispetto della scarsità di dati su proprietà quali resistenza a fatica, comportamento a scorrimento viscoso, modulo elastico e sulla variazione delle caratteristiche in rapporto all'ambiente, gli adesivi sono stati usati con notevole successo in giunti sottoposti a sollecitazioni. Oggi, gli incollaggi possono essere estremamente affidabili e danno la possibilità di montaggio rapido ed economico, come è mostrato nelle tavole 1 ¸ 4.

Ringraziamenti
L'autore ringrazia la CIBA-GEIGY (U.K.) Ltd. per aver fornito le illustrazioni e la LOCTITE Italia
(Brugherio) per aver aggiornato (1999) la precedente memoria integrandola con nuove tecnologie.Bibliografia
AITKEN, D.F., (1972), «Engineer's Handbook of Adhesives», The Machinery Publishing Company, Londra. (Una discussione dettagliata sulla scelta, le proprietà e l'uso degli adesivi per metalli in applicazioni strutturali e non, con una comprensiva rassegna di recenti applicazioni industriali). AA.VV(1999) Loctite design Handbook 2nd Edition
ANON, (1972) «How to Test Adhesive Properties», Mater. Des. Eng. 25, 60-6. (Sono discusse le caratteristiche dei provini e le modalità di prova).
BENSON, N.K, (1967), «Mechanical Testing of Bonded Joints» in Adhesion and Adhesives, Vol. 2, pp. 490-543, Elsevier, Amsterdam. (estesa rassegna di prove distruttive per provini incollati).
BIKERMAN, J.J., (1968), «The Science of Adhesive Joints», Academic Press, New York. (Nel libro sono discussi i principi dei progetti dei giunti incollati e della scelta dei materiali).
BUCHAN, S., (1960), «Rubber to Metal Bonding», Crosby, Lockwood and Son, London. (Un compendio sulle procedure per incollaggi di gomma su metallo con discussione sui trattamenti delle superfici e sugli adesivi usati).
CHUGG, W.A., (1964),«Glulam: the manufacture of glued laminated structures», Benn, Londra. (Un compendio sull'incollaggio del legno e delle strutture di legno stratificato con dettagli sull'uso degli adesivi e sulle loro proprietà).
COOPER, B., (1971), «Fast Growing Potential of Film Adhesives in Engineering», Paper 12, IAFE Conference, Olympia, Londra. (Proprietà ed applicazioni degli adesivi monocomponenti negli incollaggi industriali).
DE BRUYNE, N.A., (1967), <The Measurement of Strength of Cohesive and Adhesive Joints», in «Adhesion and Cohesion» (Curatore P. Weiss) pp. 46-64, Elsevier, Amsterdam.
DE LOLLIS, N., (1970), «Adhesives for Metals», Palmerton Publishing Company, New York.
DUKE, A.J., (1969), «Adhesive Bonding of Iron and Steel», J. Iron Steel Inst. 207, 270-7. (Sono discussi la scelta degli adesivi, le procedure d’incollaggio e le applicazioni per i metalli ferrosi).
GOLDING, J.H., (1972), «Adhesive Selection and
the Bonding Process», Industrial Equipment Materials Services, Feb. 5-8. (Discussione generale sulla scelta dell'adesivo e le procedure d’incollaggio per una data applicazione).
HENDERSON, A.W., (1965), «Pre-treatment of Surfaces for Adhesive Bonding», in «Aspects of Adhesion» pp. 33-45. University of London Press, Londra.
KAUSEN, R.C., (1964), «Adhesive for High and Low Temperatures», Mater. Des. Engng. 60, 108- 10 e 60, 120-4. (Una guida alla scelta e alle proprietà degli adesivi per temperature d’esercizio nel campo da - 200 °C a + 250 °C).
MARTIN, J.T., (1967), «Surface Treatment of Adherends», in «Adhesion and Adhesives», Vol. 1, pp. 86-94, Elsevier, Amsterdam.
O' CONNOR, A.S., «Adhesives Directory», A.S. O' Connor and Co. Ltd., Richmond. (Una rassegna annuale dei materiali adesivi industriali, delle loro applicazioni e dei fornitori).
PERRY, H.A., (1959), «Adhesive Bonding of Rein- forced Plastics», Me. Graw-Hill, New York. (Un compendio sull'incollaggio di plastici rinforzati con fibre o altre cariche con discussione dettagliata sulle proprietà meccaniche dei giunti).
SCHLIEKELMANN, R.J., (1972), «Non Destructive Testing of Adhesive Bonded Metal-to-Metal Joints», Non destruct. Test. 5, 79-86 e 5, 144-53. (Un'ampia rassegna delle prove non distruttive per gli incollaggi tra metalli).
SEMERDJIEV, S., (1970), «Metal-to-Metal Bonding», Business Books Ltd., Londra.
SCHIELDS, J., (1970), «Surface Preparation», in «Adhesives Handbook» pp. 244-50. Butterworths, Londra. (Un compendio su tutti gli aspetti dell'uso degli adesivi con particolare riguardo ai prodotti reperibili, alla loro scelta, uso e reperibilità).
SCHIELDS, J., (1971), «Adhesives and Sealants in the Automotive industry», J. Automot. Eng. 2,3-7. (Un'ampia rassegna sull'uso degli adesivi e sigillanti nell'industria automobilistica).
VAN DE VLASAKKER, F.C., (1971), «The Use of Anaerobic Adhesives in Assembly Engineering», Paper 14, IAFE Conference, Olympia Londra. (Un sommario degli usi e dei vantaggi dei sigillanti aerobici monocomponenti per l'incollaggio dei metalli, con riferimento alle applicazioni che richiedono incollaggi rapidi).Appendice
A-Trattamenti chimici per la preparazione delle superfici
Metalli
Alluminio e le sue leghe. La norma BS CP 3012 descrive un trattamento largamente usato nell'industria in cui le superfici sono attaccate dagli acidi cromico e solforico. Le parti metalliche sono sgrassate per almeno 10 minuti mediante vapori di solventi a base di idrocarburi alogenati ad elevata temperatura e poi attaccate per 30 minuti a 60 - 65 °C da una soluzione di acqua demineralizzata contenente:
1) Acido solforico (d = 1,84) 150 ml/l* (circa)
2) Acido cromico (CrO,) 50 g/l* (circa)Il metallo è poi risciacquato in H2O ad una temperatura non superiore a 65 °C e poi asciugato.
L'anodizzazione secondo la norma BS 1615 è spesso impiegata quale trattamento addizionale contro la corrosione. La soluzione per l'anodizzazione è basata su una soluzione acquosa di acido cromico (20 ¸ 50 g/l) contenente non meno dei 99,5% di CrO.
Rame e le sue leghe. Attaccare chimicamente la superficie per 1 ¸ 2 minuti a 20 °C mediante la soluzione:
1) Cloruro ferrico (42O g/l) 7,5 g
2) Acido nitrico (d = 1,42) 15,0 g
3) Acqua 100 ml
Dopo il risciacquo le parti sono asciugate in aria a 20 °C.
Magnesio e le sue leghe. Un utile bagno di attacco chimico per superfici gravemente ossidate è il seguente:
1) Acido nitrico (d = 1,42) 2 g
2) Acido solforico (d = 1,84) 4 g
3) Acqua 90 ml
E’ sufficiente una permanenza di 20 s a 20 °. Le parti trattate vengono, dopo il risciacquo, ulteriormente attaccate da una soluzione acquosa di triossido di cromo (90 g/l) per 5 minuti a 20 °C. Le parti sono asciugate a 40 °C dopo il risciacquo.
Acciaio inossidabile. Le procedure di pulitura mediante sgrassatura a vapore e trattamento in soluzioni alcaline sono descritte nella norma BS CP 3012. Dopo tale trattamento i seguenti bagni acidi di attacco chimico sono efficaci se si intende usare adesivi strutturali epossidici.
a) Per ottenere la massima resistenza alla pelatura il metallo è trattato per 15 minuti a 50 °C in
(1) Bicromato di sodio (soluzione satura) 3,5 g
(2) Acido solforico (d = 1,84) 100 ml
I residui di carbonio sono eliminati mediante spazzola di nylon durante il risciacquo e le parti pulite sono asciugate a 70 °C.
b) Per ottenere la massima resistenza al calore il metallo è trattato per 10 minuti a 85-90 °C in
1) Acido ossalico 37 g
2) Acido solforico (d = 1,84) 36 g
3) Acqua 300 mlDopo l'eliminazione dei depositi di carbonio le parti sono risciacquate ed asciugate in aria a 70°C.
Titanio e le sue leghe. Reagenti a base di fluoruri agiscono generalmente come passivanti nei bagni di trattamento per le leghe di titanio. Le procedure a) e b) sono spesso applicate dopo la pulitura in un bagno detergente alcalino.
a) Trattare per 10 ¸ 15 minuti ad una temperatura inferiore a 65 °C in una soluzione acquosa contenente:- Acido fluoridrico (40% in massa di HF) 50ml/l
- Acido nitrico (d = 1,42) non meno di 200 ml/l
b) Trattare a temperatura ambiente per 15 minuti in una soluzione acquosa contenente:
1)Acido fluoridrico (40% in massa di HF)120 ml/l
2)Acido nitrico (d = 1,42) 400 ml/l
Un efficiente sistema di estrazione dei fumi è essenziale per l’uso di queste soluzioni, che devono venire impiegate con precauzione.Zinco e le sue leghe. Dopo sgrassaggio in tricloroetilene, trattare per 2 ¸ 4 minuti a 20 °C in una soluzione a 150 g/l di acido cloridrico concentrato in acqua. Le parti trattate sono risciacquate in acqua calda ed asciugate a 70 °C per 30 minuti.
Materie plastiche
Plastiche acriliche, cellulosiche, policarbonati, polistirene, PVC (rigido). Possono essere prepara- ti per l'incollaggio mediante smerigliatura fine o abrasione con lana di acciaio seguite da lavaggio con alcool metilico. Ftalati di diallile, Furaní, Epossidicí, Melaminici, Fenolici, Poliesteri e Poliuretanici. Una smerigliatura con abrasivo medio ed un lavaggio in acetone o etilmetilchetone è generalmente soddisfacente. Sabbia o graniglia di acciaio sono abrasivi adatti per la granigliatura.
Nylon. Il trattamento riportato nel paragrafo precedente può essere usato per questo materiale. In alternativa la superficie può essere coperta con una pellicola di formaldeide resorcinica che aderisce molto bene agli adesivi epossidici.
Politetrafluoroetílene e polimeri fluorurati. Dopo una pulitura con alcool metilico, la superficie vie- ne trattata per 30 s in una soluzione di sodio in ammoniaca (d = 0,88) fino a quando assume una colorazione marrone chiara. La superficie trattata è lavata o strofinata con un solvente, ma non smerigliata prima dell'incollaggio. Sono reperibili in commercio reagenti al sodio brevettati.
Poliformaldeide (acetale). Dopo una pulitura in acetone il materiale è attaccato chimicamente per 10 ¸ 20 s a 20 °C in una soluzione acida al cromo composta da:
1) Bicromato di sodio 5 g
2) Acido solforico (d = 1,84) 8 g
3) Acqua 100 g
Le parti trattate sono risciacquate ed asciugate in aria calda.
Polietere clorurato. Richiede lo stesso trattamento della poliformaldeide, ma con un tempo di trattamento di 5 ¸ 10 minuti a 66 ¸ 71 °C.
Polietilene. Anche il polietilene richiede lo stesso trattamento della poliformaldeide, ma con durata dell'attacco chimico di 60 minuti. Il tempo di trattamento è abbreviato riscaldando il reagente a non più di 60 °C. Alternativamente si può ossi- dare la superficie alla fiamma o esporla a vapori caldi di toluene per 20 s. Esteri di titanio sono disponibili per ricoprire la superficie di pellicole di polietilene (British Titan Products Co. Ltd., Stratton Street, London W.l.).
Polipropilene. Stesso trattamento della poliformaldeide ad eccezione della durata di 1 ¸ 2 minuti a 66 ¸ 71 °C. Esposizione a scariche elettriche da un rocchetto di Tesla (50.000 V c.a.) o scariche a corona in aria per 15 minuti sono efficaci trattamenti a secco. Una soluzione (Propatene) per ricoprire pellicole di propilene è reperibile in commercio presso ICI Plastics Division, Welwyn Garden City, Herts, Inghilterra.
Tereftalato di polietilene. Dopo una pulitura con acetone la superficie è immersa per 10 minuti in una soluzione di soda caustica (200 g/l) a 70 ¸ 95 °C, lavata in acqua calda ed asciugata. Per incollaggi senza esigenze particolari è sufficiente una smerigliatura con abrasivo a grana media seguita da pulitura con solventi. Materiale in forma di pellicole può essere ricoperto con esteri di titanio per migliorare l'adesione.
Poliimmidi. Dopo una pulitura con acetone la superficie è attaccata chimicamente per 1 minuto in una soluzione al 5% in massa di soda caustica a 60 °C e poi sciacquata ed asciugata in aria calda.
Le plastiche espanse sono sufficientemente porose da permettere un buon assorbimento dell'adesivo ed un buon attacco dello strato di adesivo alle superfici da incollare. I materiali spugnosi sono generalmente ricoperti con uno strato di adesivo che viene poi parzialmente indurito in modo da formare una base impermeabile per l'incollaggio.
Bisogna tenere presente che il polimero di base è spesso modificato da cariche, pigmenti, plasticizzanti ecc., che possono modificare in modo significativo le condizioni di adesione con ogni particolare adesivo. L'impiego di un diverso materiale plastico o di un nuovo adesivo in un processo in uso rende necessario un riesame del trattamento delle superfici. Il progettista può essere costretto a prescrivere diversi trattamenti in alternativa per assicurare che l'incollaggio sia durevole e che si comporti in servizio in modo adeguato.Elastomeri (naturali e sintetici)
Per ottenere ottime caratteristiche meccaniche di incollaggio con gomma naturale la superficie deve essere attaccata chimicamente o «ciclizzata» per renderla fragile. Un metodo è il trattamento con acido solforico (d = 1,84) per 5 ¸ 10 minuti a 25 °C.
In alternativa l'acido può essere applicato sotto forma di pasta di solfato di bario. La consistenza della gomma determina la lunghezza dei trattamento il cui obiettivo è la formazione di una superficie che mostri numerose piccole fessure al piegamento. Dopo il trattamento con acido ed il risciacquo in acqua il residuo di acido è neutralizzato con una soluzione di soda caustica (2 g/l) prima dei risciacquo finale. la gomma deve essere completamente asciugata prima dell'incollaggio.
Il trattamento per le gomme sintetiche quali le gomme clorobutiliche, cloropreniche (neoprene) nitriliche e copolimeri butadienici è identico a quello per le gomme naturali con l'eccezione del tempo di immersione che è maggiore (10 ¸ 15 minuti). L'acido nitrico (d = 1,42) è sostituito efficacemente all'acido solforico per quei tipi di gomma sintetica che si rivelino molto resistenti agli acidi.
L'attacco chimico acido non è adatto per le gomme siliconiche, polisulfuriche, butiliche, polietileniche clorurate e poliuretaniche per le quali si usa la smerigliatura e la pulitura con solventi. Strati di fondo aminosilanici sono disponibili per il trattamento degli elastomeri siliconici e poliuretanici. Si consiglia il progettista di consultare il produttore, Union Carbide Ltd., P.O. Box 111, 8 Grafton Street, London W.l., per ulteriori dettagli.
Vetro
Il vetro è generalmente pulito con solventi, soluzioni detergenti calde o, in alternativa, immerso in una soluzione acquosa di triossido di cromo (200 g/l). I vetri ottici non devono essere esposti ad alcun tipo di bagno di attacco chimico, ma piuttosto puliti mediante bagni detergenti con agitazione ultrasonica. L'isopropano è un solvente molto efficace per i vetri ottici; i dettagli relativi ad una procedura sviluppata presso il Sira lnstitute sono riportati in un lavoro citato in bibliografia (Shields 1970).
Legno
Le superfici in legno o in compensato sono in genere preparate mediante carteggiatura o piallatura, seguita da ulteriore lisciatura con una adatta tela smeriglio (N. 1, secondo BS 871). In generale la resistenza ottimale dell'incollaggio si ottiene se il contenuto di umidità del legno è tra l'8% ed il 12%. Una discussione completa dei trattamenti per il legno prima dell'incollaggio si trova nel lavoro di Chugg (1964) citato in bibliografia.
B-Unificazioni inglesi e di altri paesi riguardanti gli incollaggi
British Standards lnstitution:
BS 647: 1969 Metodi per ricavare provini ed eseguire prove su collanti di derivazione animale
BS 745: 1969 Colle animali per legno.
BS 844: 1965 Metodi per ricavare provini ed eseguire prove su colle vegetali.
BS 871: 1961 Carte e tele abrasive per usi generali.
BS 903: metodi di prova per gomma vulcanizzata. Parte A12: 1968 Misura dell'adesione tra gomma e tessuti (separazione degli strati).
Parte A21: 1961 Misura della resistenza dell'incollaggio gomma-metalli.
BS 1133: sezione 16 - 1968 Adesivi per imballaggio.
BS 1203: 1963 Adesivi sintetici (fenolici ed amminoplastici) per legno compensato.
BS 1204: adesivi sintetici (fenolici ed amminoplastici) per legno.
Parte 1: 1964 Adesivi per riempimento d’interstizi.
Parte 2: 1965 Adesivi per parti in stretto contatto.
BS 1444: 1970 Colle alla caseina in polvere con indurimento a freddo per legno.
BS 1615: 1961 Trattamenti d’ossidazione anodica su alluminio.
BS 3544: 1962 Metodi di prova per adesivi al poliacetato di vinile per legno.
BS 3978: 1966 Acqua per uso di laboratorio.
BS 4071: 1966 Adesivi per legno a base di emulsioni di poliacetato di vinile (PVA).
CP 3012: 1972 Pulitura e preparazione delle superfici metalliche.
BS Metodi di prova per adesivi (in preparazione). 1.1 Preparazione delle parti da incollare.
2.4 Durata dopo mescolamento.
2.8 Determinazione del contenuto di solidi.
3.5 Taglio longitudinale.
3.7 Resistenza al carico insistente ed allo scorrimento viscoso.
5.2 Guida all'analisi statistica.
Le norme BS possono essere ottenute da BSI, Sales Dpt. 101 Pentonville Road, London N1 9ND.
Norme DIN (1953) DIN 282. Prove su adesivi per metalli e incollaggi tra parti metalliche; prove di pelatura con provini ad angolo.
Norme ASTM. D 1062-51 (1965) Prove di resistenza alla fessurazione di incollaggi tra metalli.
D 2093-62T (1962) Preparazione delle superfici in materiale plastico per l'incollaggio.
Le norme ASTM possono essere ottenute da Heyden & Sons Ltd., Spectrum House, Alderton Crescent, London NW4.
C-Ulteriori fonti d’informazione sugli adesivi
British Adhesive Manufacturers' Association, A.G. Palmer & Co., Provincial House, 37 New Walk, Leicester LE1 6TO.
Explosive Research and Development Establishment, Waltham Abbey, Essex EN9 1 BP. (Service di consulenza sugli adesivi, ricerca sui metodi di prova e sul progetto degli incollaggi).
Princes Risborough Laboratory, Princes Risborough, Aylesbury, Bucks, HP1 79PX. (Valutazione e prove di durata sugli adesivi per legno e materiali compositi).
Furniture lndustry Research Association, Maxwell Road, Stevenage, Herts. SG1 2EW. (Valutazione degli adesivi per l'industria dei mobili; studi sul progetto degli incollaggi).
Production Engineering Research Association, Melton Mowbray, Leics, LEB OPB.
Shoe and Trades Research Association, Satra House, Rockingam Road, Kettering, Northants, NN16 9JH. (Valutazione degli adesivi per materiali plastici, cuoio ed accessori per calzature).
Sira lnstitute, South Hill, Chislehurst, Kent BR7 5EH. (Servizio di consulenza sugli adesivi ed assistenza tecnica all'industria. Valutazione dei trattamenti superficiali, dei materiali adesivi e dei processi d’incollaggio)
Loctite Worldwide Design Handbook AAVV - 2a Edizione 1998 versione italianaUniversità degli Studi di Parma - Facoltà di Ingegneria
Progettare con gli adesivi:
una risorsa per ridurre i costi e migliorare il prodotto- Basi tecniche ed applicazioni industriali
- Tendenze della ricerca
20-21 giugno 2000
Parma
(Campus Universitario)Comitato organizzatore
Prof. G. Nicoletto
Dip. di Ingegneria Industriale – Università di Parma
Parco Area delle Scienze 181/A - 43100 Parma
Ing. A. Pirondi
Dip. di Ingegneria Industriale – Università di Parma
Dott. P. Mauri
Loctite Italia
Presentazione dell’incontro
La notevole partecipazione all’incontro sulla tecnologia degli adesivi e il loro utilizzo in meccanica tenutosi presso il Politecnico di Torino nel febbraio 1999, testimonia il diffuso interesse del mondo industriale verso le giunzioni strutturali incollate ed il crescente impegno degli studiosi nella caratterizzazione del loro comportamento.
Su queste basi si fonda la decisione di organizzare il presente convegno presso l’Università di Parma, il cui obbiettivo primario è promuovere la diffusione della cultura degli adesivi in ambito industriale e lo scambio delle conoscenze a livello tecnico-scientifico. Per questo l’incontro è rivolto ad ingegneri e tecnici dell’industria, ai ricercatori di laboratori, centri di ricerca ed università ed agli studenti universitari.
Allo scopo di porre una base comune, si è pensato di allegare una monografia che trattasse l’argomento in modo semplice e sufficientemente completo. Si tratta di un saggio di J. Shields tradotto da Franca Bonelli Genta e Giancarlo Genta e rivisto in versione italiana per la parte tecnica dal Prof. Pier Gabriele Molari. La pubblicazione originale, recuperata presso la casa Editrice Tecniche Nuove di Milano faceva parte di una collana chiamata: “Monografie del Progettista Industriale”. Essa è stata opportunamente arricchita di informazioni sugli adesivi anaerobici, cianoacrilici, epossidici, siliconici e poliuretanici dal Dott. Pierfranco Mauri.
Con la speranza di contribuire positivamente, con il presente incontro e con le azioni future, ad una effettiva promozione della cultura dell’adesivo a livello industriale e a facilitare la diffusione delle conoscenze tecnico-scientifiche sull’argomento, gli Organizzatori porgono sentiti ringraziamenti ai partecipanti e a tutti coloro che, in tempi diversi e a diverso titolo, hanno contribuito all’organizzazione.
Gianni Nicoletto Alessandro Pirondi Pierfranco Mauri
Parma, Giugno 2000
Fonte: http://cdm.unipr.it/EVENTI/adesivi/monografia.doc
Fonte 2 : http://www.sprint-solutions.it/newsletter/02-2008/Monogr_Adesivi_SPRInT.pdf
Fonte 3: http://www.sprint-solutions.it/newsletter/02-2008/news02-2008-adesivi.htm
Sito web: http://www.sprint-solutions.itAutori : J. Shields tradotto da Franca Bonelli Genta e Giancarlo Genta e rivisto in versione italiana per la parte tecnica dal Prof. Pier Gabriele Molari. La pubblicazione originale, recuperata presso la casa Editrice Tecniche Nuove di Milano faceva parte di una collana chiamata: “Monografie del Progettista Industriale”. Essa è stata opportunamente arricchita di informazioni sugli adesivi anaerobici, cianoacrilici, epossidici, siliconici e poliuretanici dal Dott. Pierfranco Mauri.
Progettare con gli adesivi
Visita la nostra pagina principale
Progettare con gli adesivi
Termini d' uso e privacy
Progettare con gli adesivi