Tecnologia meccanica
Tecnologia meccanica
Questo sito utilizza cookie, anche di terze parti. Se vuoi saperne di più leggi la nostra Cookie Policy. Scorrendo questa pagina o cliccando qualunque suo elemento acconsenti all’uso dei cookie.I testi seguenti sono di proprietà dei rispettivi autori che ringraziamo per l'opportunità che ci danno di far conoscere gratuitamente a studenti , docenti e agli utenti del web i loro testi per sole finalità illustrative didattiche e scientifiche.
DISEGNO E TECNOLOGIA
FORZA: quel qualche cosa in grado di trasformare lo stato di quiete o di moto di un corpo.
I° PRINCIPIO DELLA DINAMICA: un corpo persiste nel suo stato di quiete o di moto rettilineo e uniforme finché non interviene qualcosa a cambiare questo suo stato.
- La forza è un vettore caratterizzato da : direzione, verso, intensità e punto di applicazione.
- SOLLECITAZIONI ESTERNE: sono le forze che noi applichiamo. Il corpo reagisce a questi sforzi interni.
COME SI PUO’ STRESSARE UN CORPO:
- Compressione
Un corpo è sollecitato a compressione quando 2 forze, uguali e opposte, agiscono lungo l’asse del corpo tendendo ad accorciarlo.
- Trazione
Un corpo è sollecitato a trazione quando 2 forze uguali e contrarie agiscono lungo l’asse del corpo e tendono ad allungarlo.
- Flessione
Un corpo è sollecitato a flessione quando una forza, perpendicolare all’asse del corpo, tende a fletterlo (cioè a piegarlo).
- Torsione
Un corpo è sollecitato a torsione quando una coppia di forze tende a far ruotare una sezione del pezzo rispetto a un’altra adiacente; le forze agiscono su un piano perpendicolare all’asse del pezzo.
- Taglio
Un corpo è soggetto al taglio quando 2 forze agenti su 2 sezioni adiacenti del pezzo, tendono a farle scorrere l’una rispetto all’altra.
COPIA: xchè esiste una coppia di forze, queste devono avere la stessa direzione, verso opposto, stessa intensità e punto di applicazione. La distanza tra le 2 si chiama braccio.
MATERIALI E CARATTERISTICHE
LEGNO:
E’ un materiale naturale e riciclabile che vanta numerosi pregi: bassa massa volumica, economicità, facilità di lavorazione, buone proprietà meccaniche e tecnologiche, ottimo aspetto estetico.
I legnami si distinguono in: ESSENZE NOSTRANE E ESOTICHE
ESSENZE NOSTRANE:
Dolci- colore chiaro, durezza e resistenza limitata a bassa massa volumica
Forti- colore scuro, durezza e resistenza elevate, e notevole massa volumica.
Resinose- colore rossiccio, resistenti all’umidità e ricche di sostanze resinose.
Le ESSENZE ESOTICHE invece, sono molto resistenti, dure e hanno un ottimo aspetto estetico.
PROPRIETA’:
Resistenza: varia da un legname all’altro. La resistenza a trazione e compressione è massima nella direzione delle fibre. La resistenza alla flessione e al taglio è perpendicolare alla direzione delle fibre.
Massa volumica: varia secondo l’essicamento. Però va da 0.12 Kg/dm della balsa a 1.25 Kg/dm dell’ebano. Peso specifico: 0.6- 0.7
Potere isolante: il legno possiede ottime caratteristiche isolanti, sia dal punto di vista termico ed elettrico.
Ritiro e dilatazione: è soggetto a continui cambiamenti di volume; con il freddo e l’umidità si dilata e con l’essicamento si restringe.
Permeabilità e porosità: entrambe elevate con alto potere di inbibizione.
DERIVATI DEL LEGNO:
Legno compensato: si ottiene incollando + fogli di legno sottili con le fibre ruotate sempre a 90°. E’ molto resistente grazie al fatto che è poco deformabile.
Paniforti: sono costituiti da un’intelaiatura di listelli affiancati.
Truciolati: si ottengono incollando con dei leganti, degli scarti di lavorazioni del legno sfibrati e sminuzzati.
Legno migliorato: è ottenuto da più fogli sottili sovrapposti, impregnati da resine sintetiche e pressate.
Legno impiallacciato: consiste nell’incollare fogli sottili di legno pregiato, su superfici fatte con legno comune di poco valore.
Legno lamellare: si ottiene incollando tra di loro, con adesivi ad alta resistenza, tavole di legno (25mm).
CALCESTRUZZO:
E’ un materiale artificiale costituito da un impasto omogeneo tra cemento, acqua e inerti. Ci sono 2 tipi di calcestruzzo:
normali: con quantità di cemento normale. Massa volumica 2.200-2.400 Kg/m.
alleggeriti: con inerte più leggero. Massa volumica 800-1400 Kg/m.
E’ molto resistente, soprattutto alle alte temperature e alla compressione.
Un altro tipo di calcestruzzo è quello armato. Per fare ciò, bisogna immettere il calcestruzzo in una gabbia di acciaio. Questa si mette nei punti di maggior trazione, visto che la resistenza per questa è quasi nulla. Al contrario è molto resistente a compressione.
Nel calcestruzzo c’è l’aggregazione dei materiali, cioè quelli più piccoli vanno sotto a quelli grandi.
VETRO:
La caratteristica + strana del vetro è che possiede una struttura amorfa tipica dello stato liquido, solo che è un solido. Il vetro può suddividersi in:
vetro semplice: spessore 1,5-1,9
vetro semi doppio: spessore 2,5-3,0
vetro doppio: spessore 3,5-4,0
mezzo cristallo: spessore 4,0-6,0
cristallo: spessore 6,0-12,0
trasparenza- molto trasparente. E’ inattacabile agli acidi.
durezza- molto elevata.
fragilità- estrema.
resistenza- scarsa
coibenza termica- bassa.
MATTONI LATERIZI:
Sono materiali da costruzione che normalmente, come dimensioni, hanno 5,5x12x25.
rugosità- abbastanza elevata. Però dipende dal tipo di mattoni.
planarità- idem a sopra.
permeabilità- capacità di farsi attraversare dall’acqua o liquidi). Elevata ma dipende dal tipo di mattoni.
porosità- presenza di vuoti. Elevata. Però non significa che se un materiale è poroso, allora deve essere permeabile, perché potrebbe essere a cellule chiuse o a cellule aperte.
Capacità di inbibizione- rapporto tra il peso del mattone bagnato e del mattone essiccato. Però un mattone con molto potere di inbibizione è poco permeabile. Al contrario no.
I COLLEGAMENTI
FISSI PERMANENTI- FISSI TEMPORANEI- MOBILI
FISSI PERMANENTI:
- chiodature: si collegano 2 elementi con un chiodo dopo averli avvicinati.
- saldature: si possono avere per
- fusione: quando prendo una barra, la faccio scaldare fino a che non fonde e la unisco con l’altro elemento.
- resistenza: quando è provocata da una scarica elettrica.
- pressione: quando prendo 2 elementi ed esercito tra di loro una forte pressione, finiscono per compenetrarsi. Però la resistenza è minore.
- brasatura: quando porto 2 metalli ad una temperatura minore alla loro temp. di fusione e li avvicino ad un 3° corpo possibilmente d’alluminio, questo si lega sia con uno che con l’altro materiale.
- incollaggi: hanno 3 scopi:
- chiusura: serve a sigillare qualcosa.
- tenuta: oltre a chiudere deve riuscire a sopportare una pressione.
- strutturale: permette di ottenere un collegamento mantenendo intatte le caratteristiche dei materiali.
FISSI TEMPORANEI:
- vite: organo di serraggio che si fissa direttamente all’elemento da serrare. C’è bisogno di un solo attrezzo per avvitare (il cacciavite).
- bullone: realizza il serraggio mediante avvitamento su un altro elemento che è detto dado e insieme ottengono l’unione degli elementi. Non coinvolge gli elementi da collegare. Si avvita il dado sul bullone. Qui c’è bisogno di 2 attrezzi per realizzare il serraggio. Sotto il dado bisogna anche mettere una renella per non fare toccare il dado con l’elemento da serrare.
- prigioniero: è un bullone o una barra filettata solidale (saldata) con uno degli elementi. Per serrare basta un attrezzo.
MOBILI:
sono chiavette e linguette.
CARATTERISTICHE DEL BULLONE:
- senso di rotazione: per avanzare, un bullone normale (destro) va girato in senso orario, uno “sinistro” in senso antiorario.
- Passo: è la distanza tra due filetti consecutivi di una stessa elica. Una caratteristica della filettatura di un bullone è che ha “2 principi”, cioè all’inizio partono 2 eliche che si inseguono. In questo caso, il passo si conta tra due creste della stessa elica. Si possono avere più di 2 principi. Il passo può essere BREVE o LUNGO. Siccome il passo garantisce la serratura. È meglio usare un bullone con il passo breve, anche se quello con il passo lungo penetra meglio.
- Profondità di un filetto: è una caratteristica importante per il serraggio. Infatti più il filetto è profondo, più serra meglio.
- Per quali ragioni è importante conoscere le proprietà dei materiali?
Conoscere le caratteristiche, quindi le proprietà dei materiali è importante per scegliere e impiegare correttamente i materiali da costruzione.
- Quali sono le caratteristiche (o proprietà) fondamentali dei materiali?
Caratteristiche fisiche, chimiche, strutturali, meccaniche e tecnologiche. Le proprietà fisiche, chimiche, strutturali e meccaniche, definiscono il comportamento dei materiali nei confronti degli agenti esterni (gravità, calore, elettricità, magnetismo, agenti chimici, sollecitazioni meccaniche ecc.). queste proprietà influenzano in modo determinante le caratteristiche funzionali dei prodotti finiti. Le proprietà tecnologiche definiscono l’attitudine dei materiali ai vari procedimenti di lavorazione.
- Quali attitudini dei materiali dipendono dalle loro proprietà tecnologiche?
Sono la fusibilità, saldabilità, truciolabilità, malleabilità, duttilità, estrudibilità, imbutilità, piegabilità e temprabilità.
- Quali sono le proprietà fisiche fondamentali?
Sono massa volumica, calore specifico, dilatazione termica, temperatura di fusione, conduttività termica, resistività elettrica e magnetismo.
- Cos’è il calore specifico?
E’ la quantità di calore necessaria per alzare di 1°C 1 Kg di quella sostanza. Il valore del calore specifico è influenzato dalla temperatura.
- Come si definisce la conduttività termica?
E’ la capacità di un materiale di condurre il calore. E’ definita dalla quantità di calore (in joule) che in 1 secondo attraversa perpendicolarmente il solido quando tra le due facce opposte c’è una differenza di temperatura di 1°C.
LAVORAZIONI MECCANICHE
lavorazioni per fusione
lavorazioni per deformazione plastica
laminazione- fucinatura e stampaggio
trafilatura- piegatura e profilatura
 lavorazioni per asportazione di truciolo
lavorazioni per asportazione di truciolo
foratura- tornitura- fresatura-
lavorazioni di taglio e saldatura rettifica
taglio meccanico- taglio al
plasma- taglio laser-
ossitaglio- a getto d’acqua-
per elettroerosione a filo
SALDATURE
saldatura ossiacetilenica saldatura ad arco elettrico saldatura a resistenza
particolari saldature sono le brasature
LAVORAZIONE DELLE MATERIE PLASTICHE
stampaggio a caldo stampaggio a iniezione estrusione
LAVORAZIONE DEL LEGNO
trattamenti preliminari essiccazione
MACCHINE PER LA LAVORAZIONE DEL LEGNO
segatrici a disco piallatrici a filo piallatrici a spessore mortasatrici fresatrici
SISTEMI PER LA GIUNZIONE
ad incastro per incollaggio per mezzo di viti e bulloni per mezzo di chiodi
fonte: http://www.studenti.it/download/scuole_medie/Disegno%20e%20tecnologia.doc
Autore del testo: non indicato nel documento di origine
Tecnologia meccanica
Controlli non distruttivi
I Controlli Non Distruttivi (CND) sono il complesso di esami, prove e rilievi condotti impiegando metodi che non alterano il materiale e non richiedono la distruzione o l'asportazione di campioni dalla struttura in esame finalizzati alla ricerca ed identificazione di difetti strutturali della struttura stessa.
Tra le metodologie di controlli non distruttivi sono citabili, in riferimento alla UNI EN 473 le presenti:
- PT - Liquidi penetranti, si basa sull'esaltazione della visibilità di difetti superficiali mediante contrasto cromatico tra una sostanza liquida che penetra per capillarità nei difetti (penetrante) ed uno sfondo (rivelatore);
- RT - Radiografia, comprendente i sistemi Raggi X;
- UT - Ultrasuoni, tecnica che fa impiego di onde acustiche ad alta frequenza;
- ET - Correnti indotte, tipologia di controllo basato sullo studio della variazione di Impedenza di una bobina in funzione del campo magnetico indotto;
- MT - Magnetoscopia, verifica delle alterazioni di flusso del campo magnetico in prossimità della superficie del particolare posto sotto esame.
Le metodologie di controllo possono essere classificate in diversi modi. La prima differenziazione è fra metodologie volumetriche e superficiali. Le prime mostrano indicazioni (difetti) presenti in tutto il volume dell'oggetto, mentre le altre mostrano solo i difetti affioranti in superficie o molto prossimi alla superficie su cui si sta effettuando il controllo.
I Controlli Non Distruttivi possono essere distinti in 2 grandi categorie:
- TECNICHE DI RILEVAMENTO DI DIFETTI SUPERFICIALI
Nella prima categoria:
- Ispezione visiva;
- Liquidi penetranti ;
- Correnti indotte (Eddy Currents).
- TECNICHE DI RILEVAMENTO DI DIFETTI INTERNI
Nella seconda categoria fanno parte:
- Tecniche radiografiche (Raggi X);
- Tecniche Ultrasoniche;
- Ispezione visiva.
Raggi x (xenoradiografia)
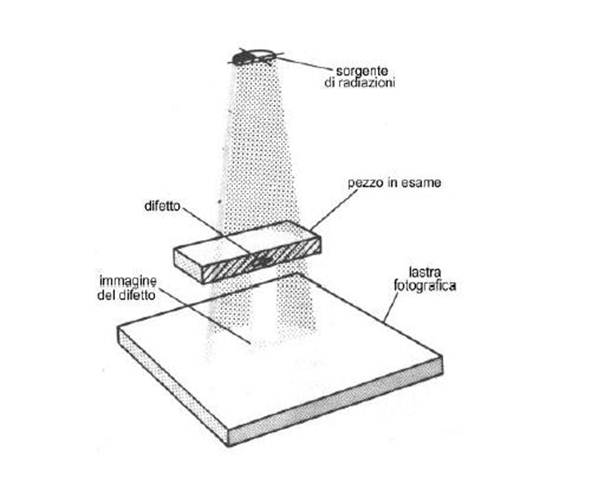
I raggi x sono radiazioni penetranti di natura elettromagnetica ed aventi una lunghezza d’onda cortissima.
I raggi x sono caratterizzati essenzialmente dalla qualità,alla esposizione,dalla dose assorbita e dall’ intensità di dose.
- Il metodo radiografico è stato tra i primi metodi d’indagine non distruttiva ad essere introdotto nell’industria per il rilievo dei difetti interni.
- Esso può essere utilizzato per esaminare componenti e assemblati metallici e non metallici. Obbligatoria come controllo delle saldature.
- Questo metodo consiste nel rilevare su pellicola o altri dispositivi come schermo fluorescente e monitor, le variazioni d’attenuazione che un fascio di RAGGI X subisce in funzione degli spessori attraversati, penetrando nei particolari in esame.
- Le discontinuità eventualmente presenti nei materiali risultano pertanto evidenziate sulla pellicola radiografica sottoforma di zone diversamente annerite.
Metodo con gli ultrasuoni
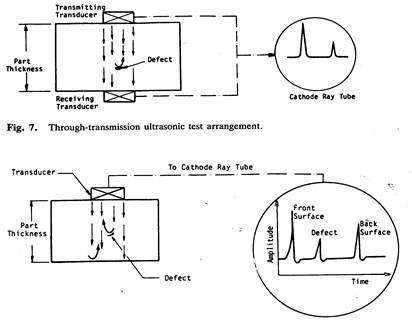
Questo metodo di controllo utilizza onde sonore (energia acustica) ad alta frequenza, ovvero superiore alla soglia dell’udibile: tra 0.5 e 25 MHz.
- Le onde sonore vengono introdotte nel materiale da esaminare, allo scopo di evidenziare difetti interni e sub-superficiali.
- Nell’applicazione più consueta viene emesso un impulso ultrasonoro che, propagandosi nel particolare da controllare, viene in parte riflesso dalle eventuali discontinuità presenti, in parte assorbito, in parte attraversa
In questa maniera l’impulso viene quindi rilevato e convertito in segnale elettrico tale da essere rappresentato sullo schermo di un oscilloscopio.
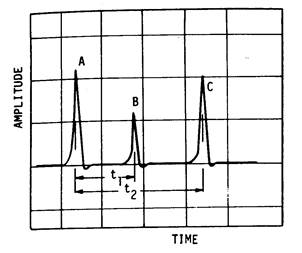
A: picco dell’eco iniziale
B: picco del difetto
C: picco dell’ eco di fondo
T2: spessore del pezzo
http://skuola.tiscali.it/sezioni/tesine/tesina-decadentismo-meccanica.doc
Autore: Cirillo Michele
Tecnologia meccanica
Visita la nostra pagina principale
Tecnologia meccanica
Termini d' uso e privacy